Тиснение фольгой - один из самых эффектных способов отделки. Однако он весьма недешев, а для термочувствительных материалов вообще неприменим. Холодное тиснение с помощью УФ-лака - хорошая альтернатива.
Cовременная этикеточная продукция в настоящее время зачастую приобретает характерную черту: ее полиграфическое исполнение чрезвычайно сложно.
Для изготовления высококачественной привлекательной этикетки заказчики и исполнители идут на самые замысловатые ухищрения. Это и применение специальных дизайнерских бумаг, и многокрасочная печать в 6-8 красок с использованием дополнительных (Pantone) или специальных красок (флуоресцентных, перламутровых, термочувствительных), и комбинирование нескольких способов печати, например, флексографии и ротационного трафарета.
Однако этикетку становится мало просто напечатать, необходимо провести еще целый ряд сложных отделочных операций, которые призваны обеспечить ей максимально привлекательный вид. Очень часто используют разнообразное лакирование, в том числе и выборочное, вырубку по сложному контуру, ламинирование и многое другое.
В настоящее время огромную популярность в производстве этикеток приобрело тиснение фольгой. Причиной является возможность придать этикетке прекрасный внешний вид, что на сегодняшний день играет решающую роль при выборе продукции покупателем. Фольга придает характерный металлический блеск, чего невозможно добиться, используя металлизированные печатные краски. Даже применение металлизированной бумаги или пленки не дает такого эффекта, которого можно достичь тиснением фольгой, а кроме того, при печати по металлизированным материалам возникает целый ряд дополнительных трудностей, с которыми тоже приходится считаться.
Сейчас для производства самоклеящихся этикеток в основном используются узкорулонные машины различных способов печати, которые обеспечивают весь спектр печатных и отделочных операций за один прогон. Для горячего тиснения фольгой на узкорулонных машинах устанавливают специальные секции. Тиснение в этом случае осуществляется с помощью нагревающегося гравированного латунного вала специальной полиграфической фольгой.
Данный способ отделки этикеток прекрасно зарекомендовал себя для производства больших объемов продукции, однако, его более широкое применение ограничено рядом серьезных недостатков:
Высокая стоимость вала горячего тиснения, которая составляет 1,5-3 тыс. долл. в зависимости от размера и сложности рисунка;
Длительное время изготовления и получения вала горячего тиснения (как правило, оно составляет не менее 1,5-2 недель со дня отправки заявки на изготовление - чаще всего за рубежом);
Затраты на покупку самой секции горячего тиснения, которая используется не так уж часто, а стоит достаточно дорого, но ни для чего другого, кроме тиснения, использована быть не может;
При тиснении тонких и чувствительных к повышенной температуре материалов возникают существенные сложности.
Не стоит забывать, что к этикеточной продукции предъявляются очень противоречивые требования, поскольку, с одной стороны, этикетка не является самостоятельно продаваемым товаром - это лишь дополнение к основному продукту, а с другой стороны, любой товар должен быть снабжен максимально привлекательной этикеткой. Так как для производителя товара расходы на этикетку являются прямыми затратами, заказчик хочет сократить их до минимума. Естественно, при постоянных, повторяющихся тиражах в сотни тысяч этикеток затраты на вал горячего тиснения становятся незаметными и практически не влияют на себестоимость одной этикетки. Но что делать, если тиражи этикеток составляют всего 150-200 тыс. штук в год? Или когда нужно сделать пробный тираж, который составляет 10-15 тыс. этикеток? В этом случае стоимость вала будет выше всех остальных затрат на этикетку вместе взятых. Для таких случаев можно рекомендовать способ, который получил название.
Холодное тиснение
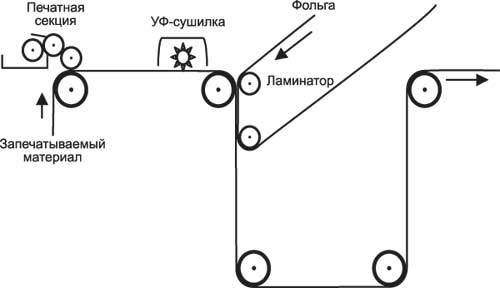
Данная технология включает в себя нанесение на желаемый запечатываемый материал так называемого лака холодного тиснения - специально разработанного адгезива. Лак наносится с применением обычной фотополимерной формы во флексографской печатной секции, частично полимеризуется УФ-лучами, на него наносится фольга, после чего, уже в рулоне, в течение нескольких часов происходит окончательная полимеризация лака.
Для холодного тиснения фольгой могут использоваться специальные секции с регулируемой мощностью УФ-ламп, либо переделанные секции ламинирования. Причем специальные секции холодного тиснения могут использоваться как обычные флексографские.
Холодное тиснение фольгой имеет несколько преимуществ: для этой технологии, в отличие от горячего тиснения, не требуется отдельного оборудования; не нужен гравированный латунный цилиндр; маленькие тиражи экономически выгодны; отклонения совмещения легко контролировать.
Для процесса холодного тиснения фольгой используются обычные фотополимерные флексографские печатные формы, что и делает его более экономичным по сравнению с горячим. Кроме того, методом холодного тиснения фольгой могут без проблем обрабатываться чувствительные к воздействию температуры материалы. Однако имеет значение качество поверхности материала - она должна быть достаточно гладкой. По этой причине данная технология применима только для тиснения по пленочным материалам (полиэтилен, полипропилен и т. д.) или высокоглянцевой мелованной бумаге.
В процессе холодного тиснения быстро и эффективно получается высококачественное декорирование при оптимальной скорости. При горячем же тиснении используются дорогие латунные штампы, которые проходят нагревательный цикл, что замедляет процесс.
Помимо этого, тяжелый латунный вал, нагретый до температуры порядка 120-160°С (в зависимости от свойств фольги и скорости тиснения), после окончания печати тиража остывает 2-3 ч, прежде чем его можно будет снять, что иногда затрудняет подготовку к следующему тиражу, в то время как секцию, используемую под холодное тиснение, смывают обычным образом в течение нескольких минут.
Как правило, устройство устанавливается перед последними печатными секциями или же между двумя любыми флексографскими секциями. В печатной секции, используемой для холодного тиснения, сюжет наносится на полотно в виде частичного лакового слоя. В холодном тиснении фольгой может применяться специальный УФ-лак как с катионным, так и с радикальным отверждением. Давление в зоне контакта при этом регулируется таким образом, чтобы фольга как бы припрессовывалась к лаковому слою (материал и фольга прижимаются между двумя цилиндрами). Для качественного тиснения рекомендуется давление в 10-15 кг на квадратный дюйм. Наилучшие результаты получаются при применении прикатного валика из жесткой резины (с твердостью 85° по Шору А или выше) и стального валика противодавления. Затем лишняя фольга вместе с подложкой удаляется с помощью деламинирующего устройства.
В настоящее время предлагаются разнообразные виды фольги для тиснения (золотых, серебряных, других металлических цветов, в том числе разноцветные и голографические), которые производятся несколькими компаниями.
Металлизированная фольга для холодного тиснения состоит из следующих слоев:
Лавсановая пленка толщиной 10-25 мкм;
Специальный разделительный слой (0,1-0,5 мкм);
Лаковый окрашенный слой (1-3 мкм);
Слой вакуумно-распыленного алюминия (около 0,05 мкм);
Адгезионный (грунтовый) слой.
За счет легкого отделения слоев фольга хорошо переносится на запечатываемый материал при высокой скорости тиснения.
Результаты тиснения зависят от характеристик печатающего и ламинирующего устройства печатной машины, а также от свойств лака, который был использован. Полное закрепление фольги при холодном тиснении происходит через 1-2 дня. Нанесенная таким образом фольга может быть покрыта лаком или каширована пленкой.
Количество нанесенного лака должно быть в пределах от 3 до 7 г/м2, в зависимости от гладкости поверхности запечатываемого материала. Чем она меньше, тем больше необходимо нанести лака. При печати по пленке наилучшие результаты получаются при использовании анилоксового вала с линиатурой порядка 140 лин/см и теоретическим объемом 7-8 см3/м2. Возможно применение вала и с более высокой линиатурой, но в этом случае возможны осложнения, в особенности при печати больших плашек, из-за недостаточной толщины лакового слоя. При печати поверх краски рекомендуется применять тяжелый анилоксовый вал с линиатурой порядка 100 лин/см и теоретическим объемом не менее 12-13 см3/м2 .
В отличие от красок лак мягкий и липкий, поэтому необходимо исключить его контакт с валами. Для этого секции сушки должны быть расположены на той же высоте, что и печатная секция. После этого материал должен немедленно поступать в секцию припрессовки фольги. Для полимеризации УФ-лучами необходимо использовать лампы среднего или высокого напряжения мощностью примерно 120 Вт/дюйм. Эта мощность эффективна при нормальной скорости работы. Необходимо, чтобы мощность ламп можно было регулировать для подбора оптимальных параметров и получения качественного тиснения.
Нормальная рабочая скорость печати и нанесения фольги - 45-70 м/мин. Однако в таких условиях процесс тиснения трудно контролировать и возможно появление брака. Поэтому работать на подобных скоростях можно только при соответствующем опыте в холодном тиснении. Необходимо помнить, что при слишком низкой скорости лак может быть переэкспонирован и его липкости будет недостаточно, чтобы обеспечить качественный перенос слоев фольги на поверхность запечатанного материала. При слишком высокой скорости лак не успевает полимеризоваться и достичь оптимальной липкости. Кроме того, до момента, когда фольга будет отделяться от подложки, проходит слишком мало времени. Желательно, чтобы после начального прижатия фольга двигалась вместе с запечатанным материалом ровно в течение некоторого времени под контролируемым давлением и натяжением (для лучшего приклеивания).
Ошибки и брак, возникающие при холодном тиснении, объясняются нарушением технологии или неправильно подобранными режимами. Низкое качество лака для холодного тиснения непосредственно отражается на переносе фольги на поверхность материала. Лак может стать неэффективным в результате высокой абсорбции на пористых материалах. Катионное отверждение замедляется химически несовместимыми веществами, содержащимися в покрытии или красках материала (карбонаты и амины). На практике лучшие результаты получаются, если поверхность материала запечатывается соответствующим праймером перед печатанием лака.
При использовании лака с катионным механизмом полимеризации можно столкнуться со следующими проблемами:
При относительной влажности выше 70% скорость полимеризации снижается. В этом случае необходимо снизить рабочую скорость машины или увеличить мощность ламп;
Использование краски или лака на водной основе может отрицательно повлиять на процесс полимеризации из-за повышенного содержания влаги. Поэтому нельзя использовать УФ-лак с катионным отверждением для холодного тиснения этикеток, запечатанных водорастворимыми красками;
Прежде чем лак будет нанесен на краску со свободнорадикальным механизмом полимеризации, она должна полностью высохнуть.
Для начала, следует определиться с терминологией: выражения «фольгирование» и «тиснение фольгой» звучат очень похоже, так что большинство считает, что означают они одно и то же. Это не совсем так - фольгирование применяется для единичных, уникальных, работ и выполняется с использованием ламинаторов или штампов, в то время как тиснения фольгой осуществляется с помощью специально изготовленного клише, которое позволяет поставить процесс на поток.
Виды тиснения
 Различают горячее и холодное тиснение. При горячем варианте специально подготовленный штамп (клише) разогревают до необходимой температуры, после чего прижимают к фольге. Термоклеевой слой плавится, а в результате давления пресса для тиснения фольгой на изделии остается отпечаток. Этот способ достаточно широко используется в массовом производстве, хотя он и не подходит для тонких пленок, которые слишком быстро плавятся под воздействием высоких температур.
Различают горячее и холодное тиснение. При горячем варианте специально подготовленный штамп (клише) разогревают до необходимой температуры, после чего прижимают к фольге. Термоклеевой слой плавится, а в результате давления пресса для тиснения фольгой на изделии остается отпечаток. Этот способ достаточно широко используется в массовом производстве, хотя он и не подходит для тонких пленок, которые слишком быстро плавятся под воздействием высоких температур.
Материал, соответствующий требованиям холодного тиснения, должен содержать клеевую основу, разрушающуюся под воздействием ультрафиолетового излучения. Сам же процесс потребует следующего оборудования:
- механизм, разматывающий фольгу
- устройство, создающее рисунок с помощью УФ-лака
- сушильная установка
Этот вариант очень помогает, когда исходное изображение растрировано и содержит большое количество полутонов.
Дома эту процедуру может выполнить любой человек, воспользовавшись ламинатором или утюгом - качество готового изделия зависит как от используемых материалов, так и от вашей опытности и навыков.
Для фольгирования с помощью ламинатора вам понадобится:
- Лазерный принтер.
- Ламинатор с большим рабочим давлением.
- Матовая или глянцевая фольга.
- Обычная бумага (лучше не использовать фактурную или декоративную бумагу - она слишком толстая, так что рисунки могут получиться с размытыми краями).
Теперь можно переходить непосредственно к фольгированию:

 Как видите, с помощью обычного, ручного ламинатора, можно выполнить фольгирование только на плоских поверхностях.
Как видите, с помощью обычного, ручного ламинатора, можно выполнить фольгирование только на плоских поверхностях.
Преимущество фольгирования утюгом заключается в том, что утюг можно найти в любом доме, в отличие от ламинатора. Исходная картинка или текст подготавливается тем же путем. Фольгу расположите поверх отпечатанного рисунка, установите максимальную температуру на утюге и начинайте плавно водить раскаленной поверхностью по листу. Обычно для качественного фольгирования хватает пары минут такого разглаживания, но можете немного увеличить это время. Теперь дождитесь, пока материал остынет, после чего снимайте его излишки.
Если вы планируете защитить документы или продукцию от подделок, то лучше выбрать голографическую или дифракционную. Также можно применять магнитную или скретч-фольгу.
Если же поставлена задача облагородить продукцию, то вполне хватит металлизированной (золотой, серебряной или бронзовой), текстурной (в том числе и прозрачной) или цветной фольги (возможны глянцевые и матовые варианты).
Разнообразие материала
Все существующие варианты фольги для тиснения можно условно разделить на несколько категорий:

Чеканка на фольге своими руками
Чеканка - простая и эффективная техника, которую может освоить любой желающий. Для этой процедуры вам потребуются следующие материалы:

Итак, как сделать чеканку из фольги, имея под рукой все эти материалы: сложите вместе мягкую подкладку, слой фольги, плотную подложку и рисунок (именно в такой последовательности). Палочкой аккуратно вдавливайте верхний слой по контурам используемого изображения. Важно не переусердствовать с давлением, так как один-единственный прокол на поверхности испортит всю работу. Узор можно использовать любой: пунктирные линии, волны, точки - вы ограничены лишь фантазией. В работе обратите внимание на внутренние линии - это важно для придания объема рисунку.
Таким же способом можно обрабатывать и металлические поверхности - конечно же, потребуется тонколистовой металл, например, алюминий.
Внимание, только СЕГОДНЯ!
Украшение кожаных вещей методом тиснения может сделать обычный предмет гардероба эксклюзивным. Однако подобная техника обработки кожи довольно трудоемка и требует определенного мастерства.
В домашних условиях проще всего заниматься тиснением с помощью клише. Подобным методом своими руками можно декорировать сумки, портмоне блокноты и другие аксессуары.
Вконтакте
Как сделать тиснение на коже своими руками
Существует несколько способов тиснения :
- холодное и горячее;
- тиснение на коже фольгой;
- слепое тиснение (блинтовое);
- тиснение с помощью клише;
- конгревное – выполнение объемного рисунка.
Технология тиснения по коже
 Тиснение по коже в домашних условиях делается методом давления или нагрева. Для работы в качестве пресса используют утюг или другие подручные предметы.
Тиснение по коже в домашних условиях делается методом давления или нагрева. Для работы в качестве пресса используют утюг или другие подручные предметы.
Разнообразные штампы (клише), необходимые для работы можно приобрести в магазине или изготовить самостоятельно из металлических пластинок, на которых с помощью надфиля делают гравировку. Отпечаток изображения создает рисунок на изделии из кожи.
Чтобы сила удара при набивании орнамента распределялась более равномерно ширина ручки штампа должна быть меньше рабочей поверхности молотка.
Одними из основных инструментов для тиснения являются специальные ножи: поворотный нож с разнообразными насадками, бевеллер – нож, с помощью которого срезают и истончают кромку кожи.
Изогнутые линии и узоры на кожу наносят накатками, для которых подойдут колесики от ненужных часов.
Чтобы пробить отверстие, можно использовать металлические трубочки разного диаметра с остро заточенными краями.
В процессе работы необходимо соблюдать силу удара молотка, чтобы не нарушить целостность кожаной поверхности.
Изготовление штампов своими руками
 Набор клише можно изготовить самостоятельно с помощью надфиля из металлических пластин из алюминия, меди или латуни. Изображения и узоры делаются в зеркальном отражении в виде орнамента, надписей или цифр. Причем линии гравировки должны быть довольно широкими, глубиной примерно 3 мм.
Набор клише можно изготовить самостоятельно с помощью надфиля из металлических пластин из алюминия, меди или латуни. Изображения и узоры делаются в зеркальном отражении в виде орнамента, надписей или цифр. Причем линии гравировки должны быть довольно широкими, глубиной примерно 3 мм.
Клише можно изготовить из картона или резины, однако они быстро приходят в негодность. На небольшом кусочке электрокартона вырезают рисунок, который приклеивают на деталь большего размера. Таким образом делается штамп для одноразового применения.
В качестве клише подходят монеты, пуговицы или другие плоские предметы с рельефным орнаментом.
Блинтовое тиснение (видео)
Для работы понадобится:

Подготавливают кусок кожи нужного размера . Чтобы было удобнее резать материал, используют тяжелые ножницы с остро заточенными лезвиями. Орнамент для тиснения распечатывают на бумаге или сразу рисуют на заготовке. Рисунки вырезают с помощью шила или фигурного ножа.
Если предполагается украсить деталь перфорацией, то делают это предварительно перед началом работы. По контуру изделия пробивают отверстия специальным дыроколом. Далее кожаную деталь нужно размягчить, для этого ее смачивают теплой водой с помощью губки.
Заранее подготавливают рабочую поверхность – подкладывают под кусочек кожи деревянную деталь, чтобы не повредить стол. Устанавливают в определенное место штамп и сверху наносят удары молотком. Если кожа мягкая, то достаточно одного раза. Для жесткой поверхности производят несколько ударов.
Чтобы провести плавные линии, используют стилус. По окончании работ заготовку из кожи протирают водой, после того как она высохнет изделие готово.
При горячем тиснении штамп нагревают на открытом пламени (140 градусов), прижимают к кожаной детали и ударяют сверху молотком. Если удар будет нанесен недостаточно сильно и рисунок не пропечатывается, то процедуру нужно повторить заново, сильнее нагревая оттиск.
Верхний слой кожи от раскаленного клише слегка подгорает и рисунок получается более темного оттенка.
Необходимо следить за тем , чтобы в процессе горячего тиснения не испортить кожу. Поэтому лучше всего сделать пробное тиснение на ненужной заготовке.
Тиснение надписи
 Предварительно размягчив кожу водой, наносят рисунок с помощью стилуса. Линии проводятся таким образом, чтобы оттиск на поверхности был едва заметен.
Предварительно размягчив кожу водой, наносят рисунок с помощью стилуса. Линии проводятся таким образом, чтобы оттиск на поверхности был едва заметен.
После чего рисунок вырезается специальным скальпелем, линии должны получиться одинаковыми со всех сторон.
Изъяны, шероховатости исправляют с помощью поворотного ножа. Затем делается покраска изделия специальной краской для кожи. Краска наносится тонким слоем . После ее полного высыхания поверхность полируют мягкой тканью.
Нанесение рисунка с помощью фольги
Тиснение с фольгой делается только горячим способом. При температуре более 110 градусов фольга оставляет равномерный цветной отпечаток на кожаной заготовке. Процесс тиснения можно увидеть на видео.
Материалы и инструменты:
- фольга;
- канфарник (инструмент для нанесения сферических оттисков), шило;
- поворотный нож с насадками;
- молоток;
- воск, краска.
 Предварительно необходимо
подготовить красящий слой, которым в дальнейшем покрывают фольгу. Для этого нужно растопить воск или парафин, добавить в смесь скипидар чтобы избежать застывания вещества, хорошо размешать раствор.
Предварительно необходимо
подготовить красящий слой, которым в дальнейшем покрывают фольгу. Для этого нужно растопить воск или парафин, добавить в смесь скипидар чтобы избежать застывания вещества, хорошо размешать раствор.
Восковую массу нанести на фольгу тонким слоем с помощью кисти и подождать пока она не подсохнет. После чего поверхность покрывают акварельной либо темперной краской, смешанной с яичным белком и зубным порошком. Краске дают хорошо просохнуть в течение нескольких минут.
Можно масляную краску смешать непосредственно с воском или парафином. Хорошенько размешать раствор до однородной массы и затем нанести на фольгу.
Обработанный лист фольги прикладывают к выбранному участку кожи красящим слоем и сверху плотно прижимают хорошо нагретый оттиск. После того, как краска слегка нагрелась («почувствовала температуру») по штампу ударяют молотком. Если тиснение не получилось с первого раза, то процедуру следует повторить заново.
Подобным образом делается и золотое тиснение, только вместо фольги накладывается лист с золотым напылением. Под воздействием высокой температуры и после применения штампа пропечатывается выбранное изображение.
Цветные, объемные рисунки и орнаменты оживляют , изменяют простые предметы гардероба до неузнаваемости. Если освоить технику тиснения на коже, то можно своими руками превратить обычную, повседневную вещь или аксессуар в оригинальный подарок для друзей и близких.
Большинство из вас наверняка видели почетные грамоты или открытки с красивыми золотистыми или серебристыми надписями. Ой, как нарядно и солидно смотрится такая вещица! А ведь вы сами можете сделать такое. Дома.
Думаете, не возможно? Возможно. И еще как!
- очень простой способ декорирования бумаги.
Что вам потребуется для этого? Во-первых, лазерный принтер. Черно-белый - цвета тут не нужны.
Во-вторых, утюг. Думаю, что у всех имеется такая техника. А если нет - хороший повод приобрести;)
В-третьих - тонер-чувствительная фольга
.
Фольга бывает разных цветов и с разными эффектами. У нас есть красная, синяя, зеленая, золотистая и серебристая - основные и наиболее часто используемые цвета.
Теперь сам процесс:
1. Распечатываете на лазерном принтере орнамент, рамки или надпись - какой-то элемент, который вы хотите задекорировать.
2. Разогреваете утюг. Рекомендуем выставить температуру между двумя и тремя точками (вроде шерсть и хлопок).
3. Распечатку помещаете на жесткую основу (гладильная доска вполне подойдет).
4. На нее накладываете лист тонер-чувствительной фольги белой частью вниз - блестящей вверх.
5. Осторожно, носиком утюга начинаете проглаживать по всей поверхности, где есть распечатанное изображение (или по части, если хотите сделать многоцветный эффект).
6. Погладьте примерно 2 минуты и оставьте листочек. Он должен остыть.
7. Разделите лист с фольгой - и вы увидите потрясающе красивый результат!
Такой вид декоративной отделки придаст вашим произведениям более праздничный, нарядный и профессиональный вид. Ну а кроме того, с помощью фольги можно создавать уникальные украшения для открыток и скрап-страниц!
Дерзайте! У вас все получится!
Тиснение фольгой
Дмитрий Гудилин
Тиснение способ механической отделки, позволяющий формировать на поверхности оттиска рельефное изображение (блинтовое и конгревное тиснение) и наносить на нее красочное, как правило металлизированное, изображение (тиснение фольгой). Тиснение фольгой один из наиболее популярных способов выборочного нанесения на оттиск металлического покрытия. Металлизированные элементы оттиска привлекают внимание, а рельеф, который можно получить при горячем тиснении, подчеркивает их изысканность, что дает возможность эффективно выделять содержащие важную информацию части изображения. Это обусловило широкое применение тиснения в производстве самой разнообразной печатной продукции от упаковки до открыток. Кроме того, все более широкое распространение получает припрессовка голограмм, повышающих степень защищенности печатной продукции от подделки, а также привлекающих внимание необычными оптическими эффектами. Изобразительные возможности тиснения очень широки сочетания разных фактур и типов фольги обеспечивают огромное число оригинальных вариантов оформления.
Следует отметить, что тиснение экологически чистый процесс, не предполагающий использования летучих органических веществ.
Горячее тиснение фольгой
Горячее тиснение фольгой процесс переноса за счет давления и нагрева металлизированной или цветной пленки с промежуточной основы на оттиск. Горячее тиснение фольгой осуществляется нагретыми штампами. Между штампом и подлежащим тиснению материалом помещается фольга для тиснения многокомпонентная система, включающая пленочную основу, разделительный слой, слой лака, слой металла или цветного пигмента и адгезионный слой. Штамп, воздействуя на фольгу, выборочно расплавляет разделительный слой и за счет давления переносит металлический или пигментный слой на оттиск.
Высокое качество фольги является одним из ключевых условий получения качественного оттиска. Основа фольги, обеспечивающая стабильность ее размеров, изготавливается из полиэфирной пленки. Разделительный слой связывает основу с окрашенным слоем и способен расплавляться под действием температуры штампа. Слой лака обеспечивает глянец тисненого металлизированного изображения и может придавать ему тот или иной цветовой оттенок. Слой цветного пигмента или мелкодисперсного металла (как правило, алюминия) определяет колориметрические и оптические свойства фольги. Он соединяется с запечатываемым материалом слоем термоадгезива, активируемого температурой штампа. Печатные свойства фольги зависят главным образом от свойств и толщины адгезионного слоя.
Ассортимент фольги для горячего тиснения исключительно широк фольга может иметь традиционный металлический золотой или серебряный цвет, может быть цветной, может иметь различные текстуры (камня, кожи и т.п.), может быть глянцевой или матовой. Все большую популярность в отделке печатной продукции приобретает голографическая и перламутровая фольга. Основными характеристиками фольги, кроме ее цвета, являются механическая и химическая стойкость, светостойкость, кроющая способность. Выпускается фольга для работ разной сложности и для тиснения на различных материалах.
Горячее тиснение фольгой позволяет наносить металлизированное или цветное изображение на широкий спектр материалов, в том числе имеющих неровную поверхность. Единственное требование к запечатываемому материалу стойкость к температуре штампа. К сожалению, этому требованию не отвечают многие полимерные пленки, поэтому нанесение на них изображения методом горячего тиснения фольгой невозможно.
При горячем тиснении фольгой возможно создание рельефного изображения за счет пластической деформации материала. Различают плоское и конгревное рельефное тиснение. В первом случае рельеф формируется только за счет воздействия штампа, во втором случае материал зажимается между штампом и матрицей (контрштампом). Плоское тиснение используется в основном при работе с толстыми материалами, например с переплетным картоном. Конгревное тиснение обеспечивает эффект рельефности на материалах любой толщины. При конгревном тиснении, в зависимости от конфигурации штампа, тисненые элементы могут лежать как в одной, так и в разных плоскостях.
Для придания оттискам запоминающегося вида и повышения степени их защиты от подделки в полиграфии используются так называемые радужные голограммы микрорельефные изображения на фольге. Существующие радужные голограммы можно условно разделить на три типа:
Плоские (2D);
Полностью объемные, трехмерные изображения (3D).
В последнее время разрабатываются всё новые оптические защитные элементы на базе фольги: цифровые голограммы, гелиограммы, Trustseal и т.п.
Голограммы для горячего тиснения имеют структуру, аналогичную структуре обычной фольги для горячего тиснения. Одно из основных требований при нанесении голограмм на оттиск точное соблюдение приводки относительно запечатанного изображения, поэтому для их припрессовки используются специальные прессы со сложными системами контроля приводки.
Инструментами для горячего тиснения являются плоскорельефные клише и штампы, давящие элементы которых возвышаются над пробельными. Штампы для тиснения изготавливаются из цинка, магния, меди, латуни и стали. Выбор материала штампа определяется сложностью дизайна, величиной тиража и характеристиками материала, подлежащего тиснению.
Цинковые штампы наименее тиражестойкие. Магниевые штампы характеризуются низкой стоимостью и хорошо подходят для коротких тиражей до 5 тыс. оттисков. Однако они не обеспечивают высокого разрешения и углы на оттиске будут воспроизводиться немного закругленными.
Медные штампы обеспечивают лучшее разрешение, чем магниевые, и имеют тиражестойкость от 50 до 100 тыс. оттисков. Они пригодны и для конгревного тиснения с небольшой глубиной рельефа.
Латунные штампы выдерживают тиражи свыше одного миллиона оттисков. Они позволяют воспроизводить графические элементы с резкими, четкими краями. Очень высокой тиражестойкостью характеризуются и стальные штампы.
Штампы изготавливаются методами травления или механически фрезерованием и гравированием. Пробный оттиск со штампа получить достаточно легко для этого, кроме самого штампа, требуется только образец фольги и материала, который будет тисниться.
Основными параметрами процесса тиснения являются давление тиснения и температура штампа.
Давление зависит от типа тиснения, вида изображения и характеристик материала, который подвергается тиснению. При тиснении фольгой давление должно обеспечить надежное закрепление красочного слоя фольги и получение четких очертаний графических элементов изображения при минимальной глубине тиснения. Требуемая глубина тиснения фольгой зависит от микронеровностей запечатываемой поверхности, ее плотности и жесткости материала, поэтому для тиснении шероховатых материалов требуется большее давление, чем для тиснения гладких материалов. При рельефном тиснении конгрев требует существенно большего давления, чем плоское тиснение. Помимо этого увеличивать давление приходится при большой площади печатающих элементов штампа и при работе с твердыми материалами.
Нагрев штампа способствует облегчению пластической деформации материала и снижению давления тиснения. Поэтому при рельефном тиснении нагрев может быть максимально возможным, но естественно, не превышающим температуру плавления или горения материала. При горячем тиснении фольгой нагрев выбирается исходя из температуры, при которой происходит полное отделение красящего слоя от основы фольги.
Для горячего тиснения фольгой используются тигельные, плоскопечатные и ротационные прессы. Тигельные прессы для горячего тиснения различаются в зависимости от характера движения тигля, который может перемещаться как прямолинейно, так и совершать сложное движение в одной фазе качательное, в другой прямолинейное. Тигельные прессы для тиснения могут включаться в состав печатноотделочных линий или выполняться как операционные машины. Плоскопечатные прессы для горячего тиснения обычно строятся по стопцилиндровому принципу. Ротационные прессы отличаются наивысшей скоростью работы и вместе с тем требуют использования наиболее дорогих штампов. На практике для тиснения фольгой достаточно часто применяются переоборудованные машины высокой печати.

Холодное тиснение фольгой
Холодное тиснение дешевый процесс, который позволяет улучшить оформление печатной продукции без значительного увеличения ее стоимости, помогая полиграфистам, не предоставлявшим ранее услуги тиснения, выходить на новый рынок. Еще недавно холодное тиснение фольгой имело репутацию перспективной, но сложной технологии, успешно внедрить которую удавалось лишь единицам. Сегодня, с разработкой новых клеев и специальной фольги, технология холодного тиснения стала доступной для внедрения во всех типографиях, располагающих печатноотделочными линиями.
Холодное тиснение фольгой является разновидностью ламинирования. В процессе холодного тиснения производится приклеивание к запечатываемому материалу металлизированного слоя специальной фольги. Процесс холодного тиснения включает следующие основные этапы:
Нанесение на запечатываемый материал клея;
Ламинирование материала фольгой;
Активация клея (сушка);
Деламенирование (разделение запечатываемого материала и фольги).
Клей наносится на полотно материала способами флексографской, высокой, трафаретной или офсетной печати. При ламинировании материала фольгой ее металлизированный слой переносится на покрытые клеем участки полотна, после чего производится деламинирование.
В настоящее время технология холодного тиснения реализована в двух вариантах: «сухом» и «мокром». При «сухом» тиснении активация (первичное отверждение) клея производится до припрессовки фольги, при «мокром» тиснении после припрессовки фольги. Более перспективной считается «мокрая» технология, поскольку при «сухой» ламинации сложнее определить параметры сушки (клей легко недосушить или пересушить), а также существуют проблемы совместимости клеев и воднодисперсионных красок. Недостатком «мокрого» тиснения является высокое растискивание.
Достоинства холодного тиснения фольгой по сравнению с горячим тиснением обусловлены отсутствием необходимости использования нагретых штампов. Холодное тиснение характеризуется низкой стоимостью и малым временем изготовления инструментов (печатные формы значительно дешевле металлических штампов, время изготовления форм для разных способов печати составляет от нескольких минут до нескольких часов), возможностью нанесения металлизированного покрытия на термочувствительные материалы, например на полимерные пленки и ламинаты для туб, высокой скоростью процесса тиснения (отсутствуют потери времени на прогрев материала штампом), простотой и высокой точностью приводки изображения.
Недостатки холодного тиснения фольгой обусловлены главным образом особенностями взаимодействия клея и запечатываемого материала. Так, холодному тиснению не подлежат сильновпитывающие материалы, поскольку создать на их поверхности клеевую пленку требуемой толщины чрезвычайно сложно. Еще одним недостатком технологии является растискивание клея, ограничивающее разрешение тиснения.
При сравнении технологий следует принять во внимание, что с увеличением тиража стоимость оттиска, полученного методом горячего тиснения, уменьшается быстрее, чем стоимость оттиска изготовленного холодным тиснением. Это обусловлено тем, что при больших тиражах стоимость штампа для горячего тиснения составляет лишь незначительную часть общей стоимости заказа, в то время как расход клея при холодном тиснении прямо пропорционален тиражу.
Расходными материалами при холодном тиснении являются формные пластины, клей и фольга.
Наиболее часто клей наносится с фотополимерных форм в секциях флексографской и высокой печати. Для изготовления форм следует использовать пластины средней и высокой твердости (твердость определяется типом запечатываемого материала).
Для холодного тиснения фольгой обычно используются УФклеи. В устройствах «сухого» тиснения применяются УФклеи с катионным механизмом отверждения, в устройствах «мокрого» тиснения УФклеи радикального отверждения. Клей для нанесения флексографским способом должен иметь вязкость 13001500 спз, для высокой печати 50006000 спз.

 ,
,
Для беспроблемного нанесения клея запечатываемый материал должен иметь поверхностное натяжение 3842 дин/см. Повышение поверхностного натяжения может осуществляться путем обработки полотна коронным разрядом или нанесения праймера.
Очень важным параметром является гладкость запечатываемого материала. Наилучшие результаты достигаются при работе с гладкими подложками, например с полимерными пленками или с бумагами с покрытием. Добиться хорошего качества тиснения на пористых, впитывающих клей материалах обычно чрезвычайно сложно. Облегчить работу с такими материалами поможет нанесение праймера. Важным требованием является чистота поверхности полотна отсутствие на ней пыли и грязи.
При нанесении клея на красочный слой следует убедиться в их совместимости. Проблемы плохой адгезии часто возникают при «сухом» тиснении по воднодисперсионным краскам, поскольку они плохо совместимы с катионными УФклеями. Улучшить адгезию клея к краске помогает праймер.
Фольга для холодного тиснения является многослойным материалом, состоящим из пленочной основы, разделительного слоя, слоя цветного лака, слоя мелкодисперсного металла или пигмента и адгезионного слоя. Разделительный слой толщиной 0,10,3 мкм скрепляет основу фольги с другими слоями и обеспечивает их разделение в процессе тиснения. Для этого его когезионная прочность должна быть меньше адгезии металлизированного слоя к клею. Адгезионный слой взаимодействует с клеем и обеспечивает прочное соединение металлизированного слоя фольги с запечатываемым материалом. Для создания оригинальных оптических эффектов и защиты печатной продукции от подделок может использоваться голографическая фольга, включающая дополнительный слой с голографическим изображением.
Фольга для «мокрого» тиснения должна пропускать УФизлучение, к фольге для «сухого» тиснения такого требования не предъявляется.
Устройство для холодного тиснения фольгой должно включать печатную секцию для нанесения клея, устройство проводки фольги, ламинатор и сушилку. При «сухом» тиснении сушилка должна располагаться между печатной секцией и ламинатором, при «мокром» между ламинатором и точкой разделения полотен. Расстояния между печатной секцией, ламинатором, сушильным устройством и устройством разделения полотен оказывают влияние на качество тиснения. Их величина зависит от скорости движения полотна, которая может достигать 120 м/мин и выше.
Для стабилизации процесса тиснения путь полотна запечатываемого материала от печатной секции до валика, разделяющего полотна, следует стараться делать прямым. Чем больше поворотов делает полотно и чем с большим числом лентоведущих роликов контактирует, тем сложнее контролировать процесс тиснения.
Важным условием высокого качества тиснения является контроль натяжения полотен.
Ламинатор состоит из пары не имеющих собственного привода валиков, один из которых имеет твердую поверхность, другой эластичную. Рекомендуемый диаметр валиков 5080 мм. Твердость эластичной покрышки валика должна быть 8090є по Шору. Для качества тиснения очень большое значение имеет угол между полотнами перед их соединением. Считается, что он должен быть минимальным, но полотна не должны касаться друг друга, иначе между ними останутся пузырьки воздуха.
Мощность сушильного устройства во многом определяет скорость тиснения. При «мокром» тиснении УФсушилка должна иметь повышенную мощность (не менее 120 Вт/см), так как часть света поглощается фольгой. Следует использовать сушильные устройства с регулируемой мощностью.
Разделение полотен выполняется с использованием стального валика с гладкой поверхностью. Рекомендуемый диаметр валика 50 мм. Фольга должна отделяться от запечатываемого материала под углом 90є.
В настоящее время все ведущие производители узкорулонных печатноотделочных линий оснащают свое оборудование устройствами для холодного тиснения фольгой. Разработаны и универсальные устройства, которые могут устанавливаться на машины различных производителей.
Холодное тиснение фольгой открывает перед типографиями возможности отделки материалов, которые раньше не могли металлизироваться фольгой. Благодаря отсутствию необходимости в изготовлении дорогостоящих штампов, а также легкости настройки оборудования, новая технология может потеснить позиции горячего тиснения фольгой в секторе малотиражной продукции. Дальнейшее развития холодного тиснения, вероятно, будет связано с совершенствованием и удешевлением клеев и фольги.

