Здравствуйте. Сегодня я хочу рассказать вам про мой самодельный трубогиб, который я сделал этой зимой.
Мысль о том, чтобы собрать такой станок была у меня давно. С его помощью можно прокатывать профильные трубы, придавая им форму дуги. Такая операция очень востребована - можно собрать, например, теплицу, навес, козырёк над входом. Можно придать интересную форму верхнему краю ворот, или металлического забора...
И вот этой зимой я нашёл время и занялся этой самоделкой . При проектировании я обдумал следующие моменты:
Учитывая то, что я не собираюсь пользоваться им профессионально, я решил сделать относительно лёгкую конструкцию, которую легко к тому-же перевозить, и которая не будет занимать много места при хранении. (Ведь гнуть трубы я буду или возле дома, или на даче. Пользоваться я им буду не каждый год. И уж точно не придётся мне гнуть трубы большого сечения). Поэтому мощную стационарную конструкцию с большим ресурсом я решил не делать...
В сети есть множество описаний подобных станков. Принцип действия у них одинаков - основу составляют три вала, один из которых подвижен в вертикальной плоскости. Именно он прогибает трубу и она, прокатываясь по этим валам, приобретает форму дуги.
... В основном, они все делятся на два типа:
1. С "ломающейся" станиной:

2. С подвижной центральной кареткой.

Второй тип более компактен (хоть и более сложен), поэтому я решил сделать именно такой.
В свою очередь, трубогибы с подвижной центральной кареткой подразделяются тоже на два типа: С ведущим центральным валом и с двумя ведущими крайними валами, соединёнными между собой приводной цепью.
Если сделать ведущим центральный вал, то есть возможность легко изменять расстояние между крайними, что даст дополнительную регулировку работы в зависимости от сечения (а значит жёсткости) различных профильных труб.
Я вначале сомневался, не будет ли проскальзываний, если только один вал будет ведущим, но пронаблюдав в работе трубогиб с одним ведущим валом, понял, что на не особо больших сечениях этого усилия вполне достаточно. А я не собираюсь гнуть трубы высотой больше, к примеру, 60-ти мм... Поэтому я остановился на таком устройстве.
И вот спустя какое-то время, у меня получился трубогиб, который вы увидите в этом видеоролике:
Итак, подробнее... Мне понадобилось:
1. Старый неисправный гидравлический домкрат
2. Профильные трубы различных сечений.
3. Круг диаметром 40 мм, длинной 500 мм.
4. Подшипники 6206 4шт
5. Подшипники 6202 8 шт.
6. Швеллер №65
7. Упорные подшипники 2 шт.
8. Метизы (болты, гайки, шайбы, шплинты)
Начал я с изготовления основных рабочих элементов - валов. У меня был 40-ка мм кругляк, длинной полметра. Можно было взять потолще, но... этот у меня был!))). А посему я распилил его на три части. Две - по 130 мм, и одну - всё, что осталось))))). На токарном станке проточил валы под подшипники (до 30-ти мм диаметра)

Валы готовы. Приступил к сборке каретки. Её я решил изготовить из 65-го швеллера - в него хорошо укладывались 206-е подшипники...



После того, как я вырезал швеллер нужной длины, я просверлил в его центре отверстие, а по бокам приварил поперёк по уголку:







После этого я приступил к изготовлению центрального винта. Его я взял из старого гидравлического домкрата, который нашёл на металлоломе. Когда я убедился, что он уже никогда не будет домкратом, я решил его использовать.

Сам винт был диаметром 30 мм. В его торце, сверлом 8мм я просверзил глухое отверстие, забил туда шпильку и прихватил её сваркой:


Винт в домкрате вкручивался в поршень. Я отрезал от него верхнюю часть (с резьбой) и ещё одно кольцо, шириной 20 мм.

Это колцо я одел на винт, сам винт вставил шпилькой в отверстие каретки и приварил кольцо к каретке:


Это будет посадочное место для опорного подширника. (Его я подобрал по наружному диаметру)

На шпильку я навернул гайку, и просверлил отверстие в гайке и в шпильке:


Можно было только в шпильке, но так мне показалось надёжнее. Теперь гайку можно зашплинтовать после сборки узла. А узел, как вы догадались, состоит из винта, подшипника, каретки, второго подшипника и гайки.


Теперь, при нажатии винт будет упираться в каретку через верхний подшипник, а при подъёме каретка повиснет на нём через нижний.
По бокам каретки я приварил по обрезку профильной трубы 50 на 20 - это будут направляющие, а в углах просверлил отверстия и нарезал резьбу М6 . В них вкрутятся болты крепления хомутов ведущего вала.


Сами хомуты крепления подшипников я вырезал из жести - крепости там не надо, лишь бы вал не падал при подъёме каретки:



Далее я приступил к изготовлению верхней плиты. Её нужно сделать очень прочной - на неё придётся всё усилие винта при прогибании им трубы. Поэтому я её изготовил из того-же 65-го швеллера. Так как для вертикальных стоек я решил использовать профильную трубу 50 на 25 (расстояние между полками 65-го швеллера как раз 50 мм. Стойки войдут в него и закркпятся болтами М10 с гайками), то ширина верхней плиты у меня должна быть на 50 мм больше ширины каретки (2 раза по 25). Я вырезал два таких куска швеллера.

Ещё один разрезал на половиу и распустил вдоль:



В центр вставил резьбовую часть, отрезанную от поршня домкрата:

Всё сварил и обрезал лишнее:


Далее я приступил к изготовлению станины. Её тоже собрал из профильной трубы. Сечение взял 60 на 30:


Я решил сделать по три положения для каждого вала. Посадочные для подшипников я тоже сделал из профильной трубы, поэтому отрезал 12 одинаковых отрезков по 50 мм каждый. (Здесь, и не только здесь, мне очень помог мой , о котором я вам рассказывал в предыдущей публикации):

После чего я приварил к станине вертикальные стойки и посадочные для подшипников:

А так же четыре "уха" по краям. В них позже будут просверлены отверстия для крепления трубогиба шурупами к верстаку.


Основная часть готова. Можно приступить к предварительной сборке:

К винту сверху приварил кусок трубы 20 на 20. Оставил его длинным. Решил, что в процессе испытаний, если он будет мешать, то я его обрежу и буду использовать съёмный рычаг из трубы 15 на 15, который вставляется внутрь... Но, забегая вперёд, скажу, что этого не потребовалось. Рычаг действительно мешает крутить приводную рукоятку, если его повернуть на четверть оборота (торчит поперёк трубогиба). Но выяснилось, что закручивать винт с интервалом в полоборота вполне нормально.


Далее я приступил к изготовлению приводной рукоятки...Саму рукоятку я решил изготовить из профильной трубы 15 на 15 и шпильки. Просверлил в конце отверстие, вставил в него обрезок шпильки М14, приварил и зачистил:




Теперь на самом рычаге нужно сделать изгиб - трубогиб будет устанавливаться на краю стола или верстака.



Далее - соединить её с валом. Я заранее решил сделать её не только съёмной, но и чтобы она переворачивалась и в транспортном положении не болталась и не цеплялась. На валу я сделал вот такой профиль:


После чего просверлил глухое отверстие и нарезал в нём резьбу М8. Рукоятка будет одеваться на вал и крепиться через шайбу барашковым болтом.

Теперь надо сделать ступицу на рукоятке. Я использовал обрезки уголка:



Потом, как скульптор, отсёк всё лишнее:)))))



Рычаг готов. На саму рукоятку (которая у меня изготовлена из шпильки М14) я просто одел обрезок полиэтилленовой водопроводной трубы и закрутил колпачковую гайку.
Вообще хочу отдельно остановиться на использовании мною колпачковых гаек. Я часто их использую, если нужна ось вращения. Выбрав правильную длину оси, можно закрутить колпачковую гайку и затянуть её с максимальным усилием - она упрётся в ось колпачком, и откручиваться легко не будет. Конечно, фиксировать таким образом ось, на которой расположено, к примеру, колесо, без шплинтовки, не стоит, но для "неважных" осей, типа "завес" на которых что-то открывается-закрывается, это вполне подходит.
Вернёмся к трубогибу... Как я уже говорил, мне был важен такой момент, как очень простая переустановка валов. (Потому что, зная, к примеру, себя, я уверен, что не буду пользоваться до последнего опцией, если её сложно задействовать... К примеру, если валы стояли бы близко, а труба попалась бы с большим сечением, я попробовал бы аккуратно её прокатать на таком положении валов, если для изменения приходилось бы откручивать много каких-то гаек... И скорей всего, смял бы...). Именно поэтому я сделал установочные места подшипников из профильной трубы. Вал просто вкладывается в нужную пару стоек.
Но такая конструкция противоречила моему другому требованию - мобильности! Ведь при переноске станка валы приходилось бы снимать и переносить отдельно... При этом, с них нужно было бы снимать подшипники (Я проточил под неплотную посадку и они могут спадать). Это меня не устраивало. Поэтому я решил изготовить деталь, которая прижимала бы подшипники сверху и фиксировала их. Я взял два отрезка профильной трубы, сечением 50 на 20 мм, стенка 2мм.

После чего я разрезал их вдоль по широкой части, разделив стенку на 10 и 40 мм. При этом, с другой стороны я разметил этот размер зеркально. У меня получились четыре вот таких заготовки:

Учитывая, что ширина 206-го подшипника 15 мм, он достаточно плотно входит внутрь этой заготовки.
Отмерял необходимую длину, остаток я вырезал вот таким образом:

После чего, верхнюю часть загнул вниз на 90 градусов, сделав соответственно, запил угла:

На них же я вырезал по такому вот "зубу":

Теперь я установил оба вала с одной стороны трубогиба, одел на них получившиеся детали, к вертикальным стойкам, просверлив насквозь, я прикрепил их длинными винтами М4 с колпачковыми гайками (получились оси). Впереди же я загнул навстречу друг другу торчавшие вперёд полоски боковых стенок. Теперь, если их склепать между собой, мы получим П-образную крышку, которая, будучи опущенной вниз, накроет подшипники валов и плотно их зафиксирует:
Технологию изготовления которого вы узнаете из данной статьи. Мы расскажем, как сделать трубогиб для профильной трубы своими руками, приведем схемы, чертежи и перечень необходимых инструментов для выполнения работ в домашних условиях.
Cодержание статьи
Необходимость использования и стоимость промышленных трубогибов
Решая, профильную трубу, неопытные мастера нередко прибегают к ручному механическому сгибанию, для чего используются примитивные конструкции в виде опорных штырей, забитых в бетонную плиту, по лекалу которых сгибается труба.
Однако данный способ имеет ряд существенных недостатков, основной из которых трудоемкость: профиль имеет повышенную прочность за счет наличия ребер жесткости – крайне сложно выполнить изгиб полагаясь лишь на физическую силу. Отметим, что прочность профиля уменьшается из-за ручной гибки, поскольку она сопровождается прикладыванием неравномерных усилий, что приводит к увеличению внутреннего напряжения в материале.
На строительном рынке представлено большое количество устройств для гибки профиля, однако они имеют непомерную стоимость, что не позволяет приобретать такие агрегаты для использования в домашних условиях. В качестве примера приводим среднюю цену на модели станков от лидирующей компании на рынке – фирмы TV:
- ручной трубогиб TV-2 -12 тыс. рублей;
- роликовый профилегиб TV-4 – 30 тыс;
- трубогиб электрический роликовый профилегиб TV-10 (двухсторонний) – 76 тыс.
Чтобы изготовить ручной станок в домашних условиях вам потребуется затратить на комплектующие материалы около 3-5 тысяч, при этом по эффективности он не будет уступать изделиям промышленного производства.
Делаем простой трубогиб своими руками
Предлагаем вашему вниманию инструкцию, следуя которой можно сделать ручной трубогиб профильной трубы своими руками. Изготовленный станок позволяет выполнять сгибание профиля сечением от 10*10 до 25*25 мм под углом 0-180 градусов.
Это простейшая конструкция , для изготовления которого вам потребуются следующие материалы:
- крепежная планка с отверстием 30 мм в диаметре и 4-ма посадочными гнездами под шпильки М6;
- ручка для вращения, в качестве которой можно использовать использовать усиленный толстостенный квадратный профиль;
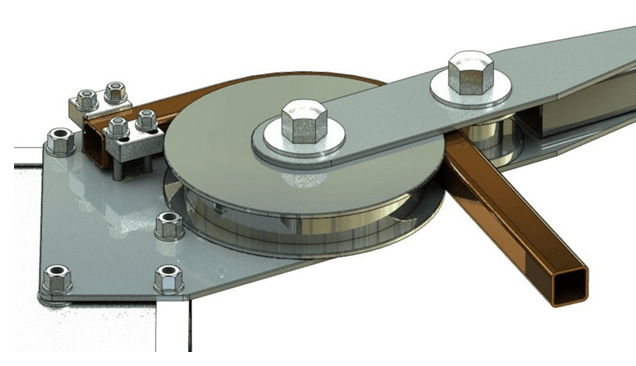
- большой ролик диаметром 173 мм;
- малый ролик диаметром 65 мм;
- ось для вращения роликов диаметром 30 мм и высотой 61 мм, с резьбой М14 на торцевой части;
- шайба С16 и гайка М16.
Крепежная планка под станок для гибки профильной трубы изготавливается из листового металла толщиной не менее 7 мм . В ней необходимо высверлить отверстия под установку оси вращения ролика и установку шпилек М6 (диаметр гнезд 8 мм), также на планке высверливаются отверстия под фиксирующие болты.

Ручка (рычаг) для прикладывания усилия на изгиб выполняется из квадратного профиля сечением 36*36 мм (толщина стенки 4 мм, к внутреннему торцу которого привариваются две пластины с отверстиями 30 мм под болты фиксации роликов. Учитывайте, что от длины ручки непосредственно зависит КПД работы. Впоследствии ее можно будет удлинить с помощью вставленного внутрь профиля лома.

Для профильной трубы изготавливается по следующему алгоритму:
- На слесарном верстаке с помощью болтов М8 фиксируется крепежная планка. Верстак либо стол, на котором устанавливается приспособление, должен быть хорошо закреплен на полу во избежание сдвигов в процессе сгибания профиля.
- Между пластинами ручки размещается большой ролик, который насаживается на продетую в отверстие крепежную планку ось вращения и зажимается гайкой.
- Устанавливается и фиксируется ось малого ролика.
- В посадочных гнездах пластины крепятся шпильки М6, которые будут фиксировать крайнюю часть профиля в процессе изгиба. На шпильки устанавливаются крепежные пластины, подобранные в соответствии с размером профиля.
Как согнуть профильную трубу изготовленным приспособлением? Ручка трубогиба отводится в крайнее левое положение так, чтобы между крепежными пластинами и отверстием между роликами соблюдалась прямая ось. В посадочное гнездо вводится профильная труба и рычаг станка поворачивается до тех пор, пока изгиб не получит требуемый угол.
Самодельный трубогиб для профиля (видео)
Станок для высокоточной гибки профиля
Гибка профильной трубы по радиусу выполняется с применением более сложного устройства, которое также можно сделать в домашних условиях. Схема и конструктивные особенности приспособления приведены на изображении.

Данный гибочный станок для профильной трубы фиксируется на рамном столе (без столешницы), от габаритов которого зависит размер несущей станины. В данной схеме используется станина из швеллера высотой 10 см и длиной 77 см .
Чтобы сделать трубогиб следуйте инструкции:
- Из полосы металла толщиной 5 мм вырезается 4 опорные стойки под малые валы, по которым будет перемещаться профиль. На верхнем торцевой части стоек вырезаются отверстие под ось вращения роликов. Размеры стоек – 5*10 см.
- Стойки привариваются к швеллеру на расстоянии 30 см друг от друга. Ролики под валы можно приобрести на скобяном рынке, такие изделия используются при монтаже откатных . После сварки уложите на ролики профиль и проверьте, не повело ли конструкцию в процессе сваривания. В случае деформации вам потребуется сделать всю работу повторно.

- Далее из листового металла толщиной 8 мм вырезается пластина под несущую часть станка, размеры пластины – 25*25 см. На пластину нам нужно установить центральный ролик, посредством вращения которого будет перемещаться сгибающейся профиль.
- По краям пластины устанавливаются деревянные прокладки толщиной 10 мм, которые приклеиваются к металлу с помощью суперклея. Подставки нужны для того, чтобы при вращении ролик не задевал несущую пластину.
- Чтобы установить ролик вам потребуется два подшипника, внутри которых будет вращаться ось вала. Хорошо подходят подшипники серии №203 от компании CRAFT
. Подшипники фиксируются с помощью болтов в предварительно высверленных внутри подставок отверстиях.

- Далее нужно сделать четыре стойки длиной в 40 см из 50-го уголка и с помощью сварки закрепить их по углам пластины с центральным валом, зафиксировав ее на несущей станице станка (швеллере). Пластина устанавливается в центральной части стоек так, чтобы между осями роликов соблюдалось расстояние, равное размеру профиля, с которым вы планируете работать.

- Из листового металла 8 мм вырезаются заглушки, которые привариваются к верхней части стоек. Далее нужно сделать пластину под крышку станка, на которой будет устанавливаться регулирующий винт. Внутри пластины высверливается отверстие под диаметр используемого винта (можно применить винт от пресса для давки винограда ).
- В заглушках стоек высверливается отверстия под болты (диаметр 10 мм) и пластина крышки фиксируется на стойках.
- В отверстии на крышке нарезается резьба и вкручивается пятка, внутри которой будет вращаться прижимной винт.
- К пластине приваривается уголок 15 мм, выступающий в качестве наружного ограничителя винта, под который в уголке высверливается отверстие, параллельное оси пятки. В отверстии нарезается резьба соответствующего размера.

- Осталось сделать ручку для центрального вала и зафиксировать ее на оси вращения ролика. В качестве ручки можно использовать засов от ставней либо отрезок арматуры соответствующей длины.
- Также не помешает покрасить станок, чтобы он приобрел более презентабельный вид. Покрытие из краски также защитит металл от коррозии.

Как согнуть с помощью сделанного станка? Профиль укладывается на валы, после чего посредством прижимного винта опускается центральный ролик так, чтобы он упирался в трубу. Далее выполняется вращение поворотной ручки и валы перемещают профиль, который изгибается под давлением центрального ролика.
Протянув профиль по всей длине опускаем прижимной винт еще ниже и повторяем операцию, перемещая профиль в обратную сторону. Процесс выполняется до тех пор, пока не будет получен изгиб требуемого радиуса.
Данное устройство, изготовление которого было выполнено в домашних условиях, может загнуть профиль не менее эффективно, чем трубогиб электрический роликовый профилегиб промышленного производства.
В строительстве часто возникает потребность в изгибе металлических полосок или труб. Если нет возможности посетить мастерские, которые специализируются на данном вопросе, делается трубогиб для профильной трубы своими руками. Имея подобный инструмент под рукой, легко сделать шпалеры, арки для вьющихся растений и винограда. Он поможет также в изготовлении беседок, навесов, пристроек или теплиц, ограждений и даже металлических каркасов для мебели.
Как выглядит трубогиб
Трубогиб – это специальный прибор, помогающий плавно деформировать трубы из стали, алюминия, меди, поливинилхлорида и других материалов. Изгиб делается от 0 до 180˚, если диаметр колеблется в пределах от 5 до 1220 мм.
Трубогиб формирует изделие без повреждений, изломов.
По способу установки различают стационарные и переносные приборы.
По типу привода – ручные, электрические и гидравлические.
Трубогиб для работы с трубами, металлическими полосами
Надежный рычажной или винтовой прибор
Прибор состоит из трех валов. На станине располагаются два опорных ролика в статичном положении. Их вращает ручка, установленная на шейке одного из них. Подающие материал валы приходят в равномерное движение благодаря соединяющей цепи.
В направляющих установлен прижимной ролик. Винт поднимает направляющие и опускает их в вертикальной жесткой рамке. Как видим, схема трубогиба для профильной трубы своими руками несложная.
Первый этап в изготовлении такого прибора – формирование рамы. Для этого нужно взять уголки. Также потребуется двухрядная цепь и звездочки. Для изготовления ручки, вращающей валы, подойдет калиброванный прут и гаечный ключ. При дальнейшем использовании на ручку надевается отрез. Это делается для предотвращения появления мозолей на руках.
Валы придется заказать у токаря. Чтобы материал не сползал по трубогибу в сторону, в приборе делается специальная проточка по размеру профиля (+ 2 мм). На валах вытесняются шейки под посадку рабочего подшипника и звездочек. Кроме того, потребуются также шпоночные пазы под крепление. Размер паза на шестерне определяет их ширину. Глубина будет равна половине высоты шпонки, используемой на автомобиле для таких же звездочек.

Валики, между которыми проходит труба
Чтобы винт прибора в процессе работы не стерся, на нем закрепляют медную или чугунную пластину.
Для качественного сгиба трубу кладут на ролики подачи и тщательно придавливают. После этого определяется точка начала радиуса. Она совпадает с центром валка, находящегося сверху. Ручку вращают в требуемом направлении, перемещая при этом трубу при помощи подающих роликов. При каждом проходе делаются остановки, во время которых поворачивается винт и проверяется радиус.
Когда делаем трубогиб профильной трубы своими руками, осуществляем модернизацию. Чтобы не вращать тяжелую ручку, достаточно сделать привод.

Для изгиба труб в некоторых профилегибах используются регулируемые ролики
Вместо ручки устанавливается шкив. Для хорошего вращения лучше использовать клиноременную передачу. Если в сети начнутся перегрузки, она не порвется, а просто забуксирует.
Электродвигатель можно взять со старой стиральной машинки или же с насоса.
Сделав в подающих роликах 5-6 фигурных врезов, повторяющих конфигурацию сечения, можно достичь универсальности прибора. В таком инструменте согнутся не только профильные трубы различного сечения, но и водопровод, металлические полоски. Технология изготовления трубогиба для профильной трубы своими руками похожа на один типоразмер, отличаются лишь чертежи бочки роликов подачи.

Схема рычажного трубогиба
Делаем разовые трубогибы
Если нет надобности в постоянной работе прибора, его можно упростить. Из досок, которые больше профиля, изготавливаем шаблон изгиба. Готовая конфигурация закрепляется на щите. Изначально прибивается фиксатор для удержания предмета, затем в нескольких местах крепятся планки (они выступают за край щита и ограничивают при этом проворачивание профиля).
После монтажа конец заводится между фиксатором и шаблоном, постепенно прижимается к поверхности. Помочь в этом может рычаг из прутка.
Получается отличный трубогиб для профильной трубы своими руками, размеры которого могут быть любыми.

Схема трубогиба, который можно сделать своими руками
Для этого подбирают дерево твердой породы. Подойдет дуб или же обычная груша. Формирование деревянных элементов выполняется на домашнем станке: на вращающейся части крепится деревянный брусок, а резцом по дереву ему придается нужная форма. Важно аккуратно работать рычагом. Вращающие движения выполняем плавно, без рывков.
Трубы небольшого размера пластичны и мягки, поэтому деревянная конструкция сгибает до десятка профилей.
Если нет цепи, передвижению предметов между роликами помогаем самостоятельно. Их нужно подталкивать руками вдоль оси. Прижимаем торцом широкой доски, у которой предварительно закруглены углы.
Занимаясь изготовлением трубогиба для профильной трубы своими руками, важно понимать главный принцип его работы. Он заключается в том, что прибор деформирует детали при помощи трех точек, которые располагаются на расстоянии 200-300 мм друг от друга. Во время движения они ограничивают проворачивание предмета. Благодаря этому профиль сохранит свое сечение, а поверхность останется гладкой и неповрежденной.

Изгиб трубы по деревянному шаблону
Конструкция из двух труб
Для такого инструмента понадобится два отрезка стали. Их диаметр не должен выходить за пределы 70-150 мм. Отрезы бетонируются в вертикальном положении. Это может быть углубление в земле или емкость, вышедшая из активного использования. Можно взять высокое ведро, таз или пластмассовую бочку. Главное, чтобы расстояние между трубками было 40-50 см.
Если бетонировать трубы нет возможности, их приваривают сварочным аппаратом к укрепленному основанию. Как видим, ручной трубогиб для профильной трубы, изготовленный своими руками, представляет собой несложную конструкцию.
Сам рабочий процесс также несложный. Трубу для сгиба вводят одним концом в промежуток между установленными ранее стальными отрезами. После этого она изгибается под нужным углом. Данный способ подходит для диаметра 40 мм.
Чтобы изогнуть слишком короткую трубу, в нее вставляют арматуру и после этого продолжают рабочий процесс.

Трубогиб с цепью и звездочками
Трубогиб с нагревом
Благодаря такому методу изгиб получается плавным.
Суть процесса заключается в том, что внутрь засыпается отобранный, просеянный кварцевый песок. Он не прилипает к стенкам, но в горячем состоянии воздействует на них. Труба закрывается с обеих сторон деревянными пробками.
Следует учесть, что в процессе нагрева в закрытом пространстве скапливаются газы и пары. Чтобы они беспрепятственно вышли, на конце делаются маленькие отверстия.
Участок для изгиба отмечается мелом. Чтобы деформировать трубу на 90 о, нагревается отрез, равный шести диаметрам (соответственно 45 о – три диаметра, 60 о – четыре).
После нагрева труба аккуратно вводится в трубогиб профильной трубы, сделанный своими руками, и сгибается по шаблону. Чертежи такого прибора можно найти бесплатно.
Не стоит останавливаться перед трудностями, проблема решается, если подойти к ней творчески. Конечно, лучше обратиться к опытным мастерам, но когда нет времени ждать прихода рабочих или нет дополнительных средств для оплаты их труда, можно самостоятельно согнуть детали.
Видео-инструкции по изготовлению трубогиба
При выполнении различных работ с трубами, часто нужно изогнуть их в определенной форме для решения тех или иных задач. Это выполняется посредством специализированного механического агрегата — трубогиба. Далее мы рассмотрим, как сделать ручной трубогиб для круглой профильной трубы своими руками, фото, видео и чертежи упростят задачу и помогут избежать ошибок.
Один из видов простого трубогиба
Конечно же, всегда можно купить и промышленный вариант. Но, такое оборудование довольно сложное в обращении, да и по стоимости его нельзя назвать самым доступным. Поэтому, как правило, значительно целесообразнее произвести ручной трубогиб для профильной трубы своими руками, чертежи и размеры присутствуют ниже, поэтому трудности у вас не должны возникнуть. Для изготовления пригодятся различные подручные средства. Такой инструмент довольно экономный в плане производства и весьма функциональный.
Итак, делаем самый простой трубогиб для профильной трубы своими руками.
Как правило, в бытовых или гаражных условиях делают оборудование фронтальной конфигурации, конструктивно состоящее из таких комплектующих:
- 3-х стальных роликов;
- цепи для привода;
- вращательных осей;
- механизма, приводящего в действие составляющие готовой системы;
- профилей из стали, требующихся для сооружения основных конструктивных частей.
Прежде, чем начинать непосредственно изготавливать трубогиб своими руками для профильной трубы, изучите фото, видео, схемы и чертежи. Предельно внимательно следует подойди к подбору и работе (и особенно их доработке, или адаптации) с чертежами, поскольку крайне важно добиться высокой точности и правильности конструкции с инженерной точки зрения. Вы можете воспользоваться чертежами от разных моделей трубогибов. Но лучше взять попроще, оптимальное решение – станок фронтального типа.

Схема простейшего трубогиба
Зачастую трубогиб профилегиб своими руками делают с деревянными либо полиуретановыми роликами. К данному решению следует подходить аккуратно, поскольку эти материалы не всегда способны выдерживать необходимые вам нагрузки. Нужно отталкиваться от прочностных свойств профтруб.
Чтобы соорудить трубогиб для профиля в домашних условиях своими руками, необходимы чертежи подходящей вам модели. Ниже представлена одна из разновидностей данного чертежа, которой вы можете воспользоваться для производства подобного рода оборудования:

Чертеж одной из моделей гибочного станка
Чтобы понять, как правильно сделать трубогиб своими руками, посмотрите видео, чертежи и описание технологии действия. Очень важно понимать технологическую сторону процесса. Обычно такое оборудование функционирует по принципу вальцовки либо прокатки, за счет чего минимизируется вероятность излома и повреждения трубы.
Труба помещается между валами установки, после чего проворачивается ручка. Технология предельно проста, однако дает возможность изгибать изделия, согласно четко заданным параметрам и получать в результате идеальную деталь для решения поставленной задачи.

Гибочная система, построенная на базе домкрата
Все необходимое, чтобы в гаражных условиях из имеющихся средств соорудить трубогиб для профильной трубы своими руками — размеры, чертежи и фото скачать предоставляется возможность в этом материале. Также рекомендуем вам смотреть видео на Ютуб про трубогиб своими руками, это позволит наглядно увидеть весь процесс изготовления и оценить возможные сложности в конкретном случае.
Для создания данного инструмента вам будут необходимы такие комплектующие:
- простой домкрат;
- профили и полка из прочной стали (из них будет сооружаться каркас);
- очень прочные пружины;
- 3 вала;
- цепь для привода;
- прочие составляющие (болты и другие мелкие детали).

Вариация профилегиба на домкрате
Изготавливаем трубогиб для профтрубы своими руками (фото, чертежи, картинки)
Соорудить подобного рода механическую систему довольно просто, но крайне важно придерживаться четкой последовательности действий и точности. Все должно строго соответствовать чертежам, иначе инструмент будет неправильно изгибать профиль. Чтобы соорудить трубогиб для профильной трубы своими руками, нужны картинки и чертежи, скачать бесплатно которые вы можете в данном материале.
Весь производственный процесс делится на несколько ключевых стадий:
- Подготовка надежного каркаса. Для соединения составных частей следует применять болты и сварку.
- Установка вращательной оси и роликов. Один вал устанавливается ниже двух других. Расстояния между осями валов определяет угол изгиба трубы. На этом этапе важно устанавливать элементы строго по чертежу.
- Механическая часть приводится в действие при помощи передачи цепного типа. В ее конструкции должно быть 3 шестерни. Необязательно использовать новую цепь, можно взять старую с любой техники.
- На одном из валов устанавливается ручка, благодаря чему его будет достаточно легко вращать легкими движениями без особых усилий. Ручка является одним из ключевых компонентов механизма для формирования нужного крутящего усилия.

Как изготовить горизонтальный трубогиб для профильной трубы своими руками – видео и инструкция
В процедуре сооружения подобного оборудования нет ничего сложного, главное следовать простым правилам и чертежу.
Процесс изготовления предусматривает выполнение следующей последовательности действий:
- Установите кольца, шестеренки и подшипники на прижимающий вал. Соединения выполняются шпоночным способом. Изначально необходимо начертить все названные элементы, затем выточить их на токарном станке. В конструкции будет 3 вала (2 с боков и 1 подвешенный на пружине).
- Сделайте отверстия в кольцах, чтобы создать пазы и нарезать резьбу.
- Изготовьте полку (для производства данной детали применяется швеллер, желательно прочный и массивный). В последнем тоже выполните отверстия и нарежьте резьбу, чтобы обеспечить возможность установки прижимающего вала.
- Соберите комплектующие в единую систему. Для соединения воспользуйтесь болтами и сварочным аппаратом. Сначала соберите каркас, выполняющий также функцию ножек агрегата.
- Подвесьте полку с зафиксированным на ней прижимным валом. На этом этапе вам понадобятся хорошие пружины. Произведите монтаж опорных валов по бокам. На одном из последних следует установить ручку.
- На завершающем этапе производится монтаж домкрата на оборудование.
Для лучшего понимания процесса посмотрите, как изготавливается самодельный трубогиб из домкрата для профильной трубы своими руками – видео на Ютуб:
Из вышеописанного делаем вывод, что произвести прокатный трубогиб своими руками из подручных материалов достаточно просто.
Но, процессу изготовления характерны определенные тонкости, которые следует обязательно принимать во внимание:
- крепящийся посредством шпонок прижимающий вал также необходимо прикрутить к полке;
- в процессе фиксации прижимного вала выполняйте действия в следующей последовательности: перед тем, как монтировать вал к полке, к ней необходимо приварить гайки, за которые будут цепляться пружины; по завершении монтажа нужно перевернуть полку и подвесить при помощи подходящих по усилию пружин;
- для натягивания цепи прекрасно подходит магнитный уголок, выполняющий функцию держателя;
- звездочки закручиваются посредством шпонок (для изготовления последних используйте гровер);
- на ручке привода предусмотрите прокручивающуюся трубку, так работать будет значительно удобнее и легче;
- монтаж домкрата должен осуществляется на подвесной платформе (для выполнения всех соединений опять же применяем обычные болты либо сварочный аппарат там, где это необходимо).
Изготовление гидравлического трубогиба для профильной трубы своими руками (чертежи и видео)
На этой странице имеется вся требующаяся информация, изучив которую вы сможете соорудить простейший станок трубогиб с домкратом своими руками (чертежи, фото, видео и инструкции). Многие мастера, особенно профессионального уровня, сооружают агрегат, оснащенный гидравлическим приводом, поскольку это повышает функциональность. Но, изготовить такое оборудование несколько сложнее, в сравнении с рассмотренным выше вариантом. Это довольно трудоемкий процесс. Поэтому рекомендуем вам посмотреть видеоролик, в котором подробно продемонстрирован процесс изготовления данного устройства.
Как собрать универсальный трубогиб своими руками – смотреть видео:
Исходя из конструкции и чертежа данного агрегата, выделяем входящие в его конструкцию составляющие:
- гидравлический домкрат (должен быть рассчитан на грузы весом от 5 т);
- башмак;
- 2-3 ролика;
- прочный стальной швеллер;
- толстые стальные пластины и прочие элементы.
Чтобы добиться требующихся параметров изгиба изделия на подобном самодельном станке, его следует расположить в башмаке, закрепив с двух сторон. Затем применяется домкрат, поднимающий шток которого оказывает давление на вал. Последний в свою очередь непосредственно воздействует на закрепленное изделие, постепенно выполняя требующийся изгиб. Когда труба будет согнута в соответствии с предварительно установленными характеристиками, ее можно демонтировать. Для этого достаточно немного прокрутить домкратный механизм назад, для расслабления всей системы.

Покрашенный гибочный станок для профтруб

Валы для механизма

Подшипники с шестеренками

Каркас профилегиба

Ролик для прижима

Движимая платформа вала прижима

Фиксация валов

Приводная цепь с натяжителем

Станок в собранном виде
Как сделать простой мини трубогиб для арматуры в домашних условиях своими руками – пошаговая инструкция:
- Основываясь на фотографиях либо чертежах, сделайте конструкцию, пригодную для фиксирования башмака, валов и каркаса будущей системы.
- Зафиксируйте стальную пластину на нижней площадке, где будет монтироваться домкрат. Зафиксируйте все болтами и установите ручку привода.
- Крайне важно подобрать соответствующие трубе вальцы. Необходимо обеспечить плотный обхват изделия. Если не удалось найти готовые, можно сделать самодельные. Монтаж башмака осуществляется под вальцами. Расположение последних относительно друг друга устанавливается, исходя из требующегося в конкретном случае радиуса изгиба.
- Чтобы закрепить валы с башмаком, выполните болтовые соединения. Представленный ниже чертеж содержит все параметры отверстий.

Вариация чертежа трубогиба
Технологические аспекты процесса гибки
Следуя несложным советам, вы избежите проблем и ошибок в процессе гибки. Гидравлические агрегаты позволяют гнуть профтрубу из практически любых материалов, в том числе со стенками довольно значительной толщины. Существует горячий и холодный способы изгибания изделий.

Разновидность устройства с домкратом
Проще всего использовать метод холодной гибки. Эта технология подходит для изделий из пластичных материалов. Особенность заключается в том, что профтрубу предварительно нужно заполнить песком, солью, маслом либо холодной водой. За счет этого удается значительно повысить качество изгиба, исключив повреждение изделия.
Если планируется гнуть толстостенную трубу, стоит воспользоваться горячим способом.

Разнообразные валы для различных видов труб
- В ручном станке допускается отсутствие звездочек. Устройство может быть построено на единственном приводном ролике. Прижимающий винт может быть заменен на домкрат.
- Пользуйтесь стальными крючками для исключения соскальзывания профтрубы при шаблонной гибке.
- Если необходимо достичь большого радиуса изгиба, стоит воспользоваться станком, оснащенным 3-мя роликами.
- Для достижения универсальности устройства стоит обеспечить подвижность упорных роликов. Это позволит корректировать радиус.
Посмотрите следующий видеоролик, чтобы понять, как работает бюджетный трубогиб для профиля, сделанный своими руками (Ютуб):
Для достижения максимальной точности изгиба рекомендуется воспользоваться специальным шаблоном. Его легко сделать из дерева. Такое решение позволяет достигнуть идеальной точности даже на самом простом самодельном станке.
При изготовлении металлоконструкций из профильных труб необходимость в их сгибании возникает часто. Арочные перекрытия, каркасы теплиц, элементы детских площадок - вот лишь небольшой перечень объектов, требующих монтажа скруглённых профилей. На производстве для получения труб с заданным радиусом кривизны используют специальное оборудование. Учитывая громоздкость и высокую стоимость таких станков, для нерегулярного использования в бытовых целях их приобретение нецелесообразно. Для домашней мастерской или гаража профилегиб можно изготовить своими руками. Всё, что для этого понадобится, найдётся в той же мастерской или отыщется по гаражам друзей и знакомых. Заинтересовались такой конструкцией? Тогда облачайтесь в рабочую одежду и беритесь за дело!
Профилегибочный станок. Для чего он нужен?
Универсальный производственный гибочный станок
О назначении профилегибочного станка говорит его название. Это сгибание металлических профильных труб в целях получения определённого радиуса закругления на необходимом участке или по всей длине заготовки. Воспользовавшись профилегибом, или по-другому трубогибом, можно выполнить несколько технологических операций с металлопрокатом различного типа:
- сгибание металлического прутка или арматуры, включая заготовки из пружинистой стали;
- гибка профильного металлопроката квадратного или прямоугольного типа;
- получение колен из круглых труб или их сгибание под нужным углом;
- скругление деталей любой длины из сортового проката (уголки, двутавры, швеллеры).
Существует несколько моделей гибочных станков. Одни позволяют прилагать усилия только на определённом участке заготовки. Другие прокатывают трубу между роликами, осуществляя давление по всей длине. Почему-то именно последние получили у специалистов название «профилегибы», хотя и те и другие напрямую относятся к оборудованию одного типа. Кстати, прокатывание заготовки позволяет без предварительного нагрева получить изделие сложной конфигурации, причём изгибы можно сделать под углом от 1° до 360° в произвольных плоскостях.
Профилегиб прокатного типа
Так же, как и промышленные аналоги, самодельные профилегибы имеют электрический привод или работают на мускульной тяге. Разумеется, использование электродвигателя позволяет не только облегчить процесс обработки заготовок, но и значительно его ускорить.
Классификация профилегибов
В зависимости от типа привода, который, в свою очередь, непосредственно влияет на мощность и производительность станка, профилегибы разделяют на несколько типов.
Гидравлические станки
Профилегибочный станок с гидравлическим приводом. Мощный и очень дорогой
Гидравлические трубогибы представляют собой промышленное оборудование, поэтому имеют высокую мощность и предназначены для стационарной установки. Такие агрегаты используют преимущественно в условиях мелкосерийного и серийного производства, когда требуется получить большое количество однотипных заготовок. Гидравлический привод полностью снимает нагрузку с оператора, предоставляя ему возможность управления станком нажатием кнопок.
Достоинства гидравлических станков:
- высокая скорость работы;
- полное отсутствие ручного труда;
- простота эксплуатации;
- возможность изгиба профиля большого сечения.
К недостаткам устройств этого типа относится высокая стоимость, стационарная конструкция и сложность, обусловленная применением гидравлического привода.
Электрические профилегибы
Электрический профилегиб с винтовой передачей. Недорого и функционально
Гибочные станки, использующие электромоторы, также представляют собой стационарное оборудование, поскольку требуют подключения к электрической сети. Электропривод обычно сочетается с винтовой передачей, что удешевляет стоимость оборудования, однако и делает невозможным изгиб профилей большого сечения. Именно поэтому такие станки встречаются на небольших предприятиях и даже в частных мастерских. Кстати, существуют конструкции самодельных устройств с электрическим приводом, которые функционируют никак не хуже заводских аналогов.
Достоинства электрических профилегибов:
- относительно низкая стоимость;
- скорость обработки заготовок;
- простота конструкции;
- высокая точность сгибания;
- возможность применения цифровых технологий управления станком.
К недостаткам можно отнести всё то же отсутствие мобильности и невозможность сгибания профилей увеличенного размера.
Ручные станки
Ручной профилегиб. Дешёвый, мобильный вариант
Ручное гибочное оборудование отличается простотой, компактностью и низкой стоимостью. Благодаря несложной конструкции с приводными валиками и подвижным роликом, работа с профилегибами этого типа не требует никакой квалификации. При необходимости станок можно легко перенести к месту монтажа, а доступная цена подобных устройств обуславливает их широкое применение в домашнем хозяйстве. Конечно, конструкция не лишена и недостатков:
- нет возможности точно контролировать радиус изгиба;
- увеличенное время обработки заготовок;
- высокие физические нагрузки на оператора;
- обработка профилей с небольшим поперечным сечением.
Преимущества и простота конструкции ручных профилегибов делают их привлекательными для изготовления в кустарных условиях, поэтому такие станки получили огромную популярность у домашних умельцев. Кстати, ручные гибочные приспособления можно перенести в среднюю категорию, при необходимости дополнив конструкцию электрическим приводом.
Конструкция и принцип действия гибочных агрегатов
Конструкция простейшего профилегиба прокатного типа
Основными элементами профилегибочного станка являются валы, закреплённые на прочной металлической станине. При этом пара прокатных валиков отвечает за продольное перемещение заготовки, а подвижный ролик обеспечивает нажатие на деталь. В зависимости от конструкции агрегата, усилие прижима регулируют в широких пределах при помощи винтовой пары, домкрата или гидравлического механизма. Прокатные валики приводятся в действие при помощи электродвигателя или вручную. Последний вариант применяется на небольших приспособлениях и чаще всего повторяется умельцами в домашних условиях.
Кроме этого, существуют и другие конструкции профилегибов:
- агрегаты с левым подвижным роликом используют для получения спиралей. Чаще всего такие станки оснащаются ЧПУ и позволяют сгибать детали, точно контролируя градиент гибки;
- станки с подвижными нижними валами сгибают габаритные заготовки, поэтому оснащаются гидравлическим приводом. Наличие контроллера положения каждого вала позволяет получать детали сложной формы, вплоть до закручивания заготовок в спирали;
- модели, в которых все ролики являются подвижными, представляют собой элиту профилегибочного оборудования и могут работать с деталями любой конфигурации и толщины.
Основным отличием профилегибочных станков от другого трубогибочного оборудования заключается в том, что конфигурация заготовки меняется не загибом вокруг неподвижного ролика, а методом холодного проката. Это позволяет изменять конфигурацию заготовок любого сечения и длины. Подобная конструкция и послужит основой для самодельного станка, который мы предлагаем сделать самостоятельно.
Схема, которая показывает принцип работы прокатного трубогиба
Необходимые инструменты и материалы
Для изготовления станка для гибки профильных труб понадобится достаточно большое количество деталей, однако это не значит, что все позиции из списка придётся покупать. Преимущественное число необходимых материалов найдётся в любом гараже или мастерской. Вот то, что потребуется в процессе работы:

Инструмент, который понадобится в процессе работы, найдётся у каждого мастера:
- угловая шлифовальная машина;
- электрическая дрель;
- набор свёрл по металлу;
- молоток;
- сварочный аппарат;
- набор рожковых и торцевых ключей.
Единственная трудность, с которой придётся столкнуться, это изготовление приводных валиков и нажимного ролика. Возможность выточить их из заготовки на токарном станке есть лишь у счастливых обладателей подобного оборудования. Тем не менее, не стоит отчаиваться - в любой организации найдётся токарь, который недорого изготовит детали по представленным чертежам. Остальные элементы станка можно использовать б/у.
Всё, что понадобится для изготовления профилегиба
Механизм цепной передачи можно позаимствовать от привода газораспределительного механизма автомобильных двигателей, а корпуса подшипников (и сами подшипники) - из старой сельхозтехники.
Варианты изготовления ручных профилегибочных станков
Чтобы изготовить профилегибочный станок, необязательно в точности повторять существующую конструкцию. Намного проще создать устройство по собственным чертежам, исходя из того, что есть под рукой. Это позволит сэкономить время и деньги и даст возможность сконструировать приспособление, которое идеально подойдёт как по назначению, так и по месту для установки. Именно поэтому в сети можно найти множество приспособлений, использующих один и тот же принцип, но различающихся по исполнению.
Чертёж трубогиба с радиальным воздействием на заготовку
Одна из конструкций позволяет выполнять радиальное сгибание прямоугольных профильных труб благодаря использованию двух роликов, один из которых является подвижным, а другой - опорным (направляющим). Деформация заготовки по нужному радиусу осуществляется нажатием и перемещением рабочего ролика вокруг направляющего. Корпус устройства изготавливают из стального листа толщиной до 8 мм и металлических уголков. Чтобы избежать непроизвольного смещения заготовки, перед сгибанием её зажимают между неподвижным роликом и специально установленным упором.
Самодельный прокатный станок для гибки для профильных труб
Более универсальным является станок прокатного типа, конструкция которого описана выше.
Кроме того, существуют и другие, по-настоящему простые конструкции, позволяющие сгибать трубы по шаблону. К сожалению, качество и точность выполняемой деформации оставляют желать лучшего, а для получения другого радиуса придётся изготавливать новый шаблон.
Приспособления для гибки труб по шаблону
При изготовлении ручного станка следует учесть некоторые моменты:
- чтобы при сгибании габаритных заготовок профилегиб не опрокидывался, его станину делают устойчивой и массивной. Лучшим материалом для изготовления можно считать швеллер или двутавровую балку;
- вальцы станка должны иметь низкую шероховатость и повышенную твёрдость. Лучше, если их конфигурация будет повторять форму профилей самых используемых размеров;
- конструкция корпуса должна обеспечивать изменение расстояния между осями приводных валов. Увеличенная дистанция позволит прокатывать заготовки с большим поперечным сечением, тогда при уменьшении межосевого расстояния можно будет получать изгибы малого радиуса;
- рычаг привода должен обеспечивать лёгкость вращения при работе, поэтому его не следует делать слишком коротким.
Большинство соединений при изготовлении профилегиба выполняют при помощи сварочного аппарата. Тем не менее, полностью обойтись без болтовых соединений не удастся - подвижные элементы конструкции крепятся именно таким способом.
Изготовление прокатной конструкции своими руками
Для самостоятельного изготовления рекомендуем воспользоваться наиболее распространённой конструкцией профилегибочного станка с двумя нижними валами и нажимным роликом. Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
Чертежи устройства
Как уже говорилось, профилегиб лучше спроектировать самостоятельно, исходя из собственных условий и предпочтений. В работе можно ориентироваться на чертежи станков, которыми с удовольствием делятся изготовившие их мастера.
Инструкция по сборке
- Изготовление приводных (опорных) валов и ролика. Эту работу лучше доверить токарю, после чего детали необходимо закалить.
Изготовление валов и опорных колец придётся доверить токарю
Можно изготовить цилиндрические валики без проточек под профильные трубы. В таком случае на каждый вал изготавливают по два ограничительных кольца. Такие цилиндрические насадки устанавливают с учётом ширины заготовки и фиксируют при помощи болтов.
- Подшипники устанавливают в обоймы. Если нет возможности использовать заводские детали, то их можно также выточить на токарном станке.
Опоры валов с установленными подшипниками
- На валы примеряют звёздочки и определяют расположение шпоночных канавок. Пазы под шпонку можно нарезать при помощи дрели и напильника или дремеля.
Шпоночный паз можно сделать дрелью
- В ограничительных насадках сверлят отверстия и нарезают резьбу под зажимные болты.
Резьба для фиксации ограничительных колец
- Изготавливают площадку для установки прижимного ролика. Для этого берут толстую металлическую пластину или швеллер, в котором сверлят по две пары отверстий для крепления обойм с подшипниками. Кроме того, на обратной стороне будет установлен гидравлический домкрат, поэтому в некоторых случаях придётся срезать одну полку швеллера.
Опорная площадка верхнего ролика
- Прикручивают прижимной вал и приваривают к площадке проушины из гаек М8 для крепления пружин.
- При помощи сварочного оборудования изготавливают опорные ноги и станину. Особое внимание следует уделить той части корпуса, в которой будет находиться опорная площадка верхнего ролика. Уголки, которые будут её формировать, должны быть ровными, а при их монтаже следует тщательно соблюдать геометрию, используя измерительное оборудование.
Станина с установленной площадкой верхнего ролика
- Площадку с установленным роликом подвешивают на пружинах к верхней поперечине станины.


