Ar polietileninis vamzdis tinkamas šildymui? Susipažinsime su gana mažai žinoma medžiaga – skersiniu polietilenu, išanalizuosime jo ypatybes ir naudojamus montavimo būdus.
Bet pirmiausia šiek tiek bendros informacijos.
Apie polietileną
Ką mes žinome apie šią medžiagą? Na, jis skaidrus... ir atrodo, kad iš jo daro maišelius. Atrodo, kad čia gerai žinomos informacijos sąrašas ir baigiasi.
Pabandykime jį išplėsti.
- Polietilenas gyvuoja daugiau nei šimtmetį. Pirmą kartą jį atsitiktinai atrado inžinierius Hansas von Pechmannas 1899 m. ir buvo iškart pamirštas.
1933 m. medžiaga gavo antrą gyvenimą – telefono kabelio izoliacija. - Medžiaga yra dielektrinė, elastinga (be to, elastingumą išlaiko net esant žemesnei nei nulio temperatūrai) ir labai atspari chemijai. Koncentruotą sieros rūgštį plastikiniame indelyje galima laikyti neribotą laiką.
- Polietilenas nesugeria vandens ir jo nepraleidžia, atstovaujanti patikimą hidroizoliaciją.
- Tempimo stipris yra pakankamai didelisšalto vandens tiekimo slėginiams vamzdžiams pagaminti iš polietileno.
Naudinga: fizinės polietileno savybės, įskaitant tankį ir stiprumą, skiriasi priklausomai nuo polimerizacijos sąlygų.
Be to, kuo mažesnis slėgis reakcijos metu, tuo stipresnė medžiaga. Yra mažo, vidutinio ir didelio tankio polietileno.
- Visų rūšių polietilenas minkštėja 80-120C temperatūroje. Atsižvelgiant į tai, kad vandens tiekimo vamzdyje bus slėgis, gamintojai riboja polietileno vamzdžių veikimo režimą iki maksimalios ... 40 laipsnių temperatūros.
Iš čia ir nedviprasmiškas ir galutinis verdiktas: polietileniniai vamzdžiai šildymui netinka. Taškas.

Naudinga modifikacija
Įprastoje būsenoje polietilenas susideda iš ilgų monomolekulinių grandinių. Tačiau yra keletas operacijų, kurios gali pakeisti jo struktūrą.
Dėl kaitinimo esant katalizatoriui, bombardavimo elektronų pluoštais ar paprasto panardinimo į vandenį su katalizatoriumi ir specialiais priedais molekulės pradeda formuoti ne tik išilgines, bet ir skersines jungtis. Susiūti kartu. Rezultatas yra iš esmės kitokia medžiaga, kuri paprastai vadinama kryžminiu polietilenu (PE-S arba PE-X).
Norėdami suprasti, kaip pasikeitė jo savybės, pateiksime skersinio jungties polietileno vamzdžio šildymui, pagaminto Vokietijoje su Gabo Systemtechnik prekės ženklu, aprašymą.
- Vamzdis gali dirbti deklaruotus 50 metų 90C / 7 bar arba 70C / 11 bar režimu.
- Maksimali jo darbinė temperatūra yra 95C – tokia pati, kaip gamintojai dažniausiai nurodo sustiprintam polipropilenui.
- Vamzdis išlieka itin lankstus. Mažiausias lenkimo spindulys yra tik 6 jo skersmenų. Iš praktinės pusės tai reiškia, kad įsirengę savo šildymą iš kryžminio polietileno, galite išsiversti su minimaliu palyginti brangių jungiamųjų detalių skaičiumi.
Taigi, skersinis polietilenas tinka šildymo sistemoms be jokių išlygų: pagal dabartinį SNiP gyvenamųjų namų vidaus inžineriniuose tinkluose temperatūra (žr.) neturi viršyti tų pačių 95C, kaip ir vamzdyje, kaip ką tik išsiaiškinome, gali puikiai atlaikyti.

Gamyba
Technologijos
Kaip gamybos technologijos pavyzdį paimkime informaciją iš tų pačių Gabo vamzdžių pardavėjo svetainės.
Vokiečiai tradiciškai garsėja savo pedantiškumu ir pagal technologinių standartų laikymąsi tikrai lenkia kitus.
- Didelio tankio polietilenas granulių pavidalu išlydomas ir išspaudžiamas pro žiedinę ekstruderio angą – specialų presą, kuris suformuoja norimos sekcijos vamzdį.
Ekstruzijos proceso metu nuolat stebimas medžiagos homogeniškumas. - Vamzdis, skirtas grindiniam šildymui, įgauna deguonies barjerą – vamzdis padengtas greitai džiūstančio etileno vinilo alkoholio plėvele.
Naudinga: visi geriamojo vandens transportavimo vamzdžiai ekstruzijos metu sumaišomi su priedais, dėl kurių jis tampa nepermatomas, įskaitant ultravioletinę spinduliuotę.
- Galiausiai gatavas vamzdis yra susietas. Technologiškai pažangiausi ir pigiausi gamybos būdai naudojant reagentus; elektronų pluošto švitinimas yra lėtesnis ir brangesnis.
Naudojamas metodas nėra tiesiogiai įvardytas: pardavėjo svetainėje miglotai rašoma, kad „švitinimas greitais elektronais yra ekologiškiausias“. Iš to darome cinišką išvadą, kad greičiausiai vokiečiai, kaip ir daugelis kitų gamintojų, naudoja reakciją su silanu ir katalizatoriumi.
Paruoštas vamzdis pardavėjams siunčiamas 200 m ritiniais. Mažmeninė 16 mm vamzdžio metro kaina yra apie 50 rublių.

Reglamentas
Vamzdžiai, pagaminti iš kryžminio polietileno, visiškai atitinka GOST 52134-2003 "Slėgio vamzdžiai iš termoplastiko ir jungiamosios detalės prie jų".
Ką įdomaus galime rasti šio dokumento tekste?
- Ženklinant, be medžiagos (PE-X), turi būti nurodytas ir kryžminimo būdas. Tikrai nesunku vokiečius atvesti prie švaraus vandens – tereikia ištirti vamzdį.
- Be to, ant visų termoplastinių vamzdžių ženklinimo yra nurodytas išorinis skersmuo, sienelės storis ir didžiausias darbinis slėgis.
Standartas pateikia vamzdžių dydžių lentelę. XLPE stulpelyje matome dydžio skirtumą nuo 10 milimetrų išorinio skersmens, kai sienelės storis 1,3 mm, iki 250 milimetrų, kai sienelių storis net 3,4 centimetro.
Nukrypimai nuo pateiktų matmenų vidutiniam išoriniam skersmeniui leidžiami tik į viršų ir priklauso nuo vardinio dydžio: 10 mm skersmens leistinas 0,3 mm nuokrypis, 250 - 2,3 mm.
Sienelės storis taip pat gali būti tik viršytas. Nukrypimai žemyn neleidžiami. Nuokrypių vertės skiriasi nuo 0,4 mm ploniausių vamzdžių iki 3,7 storiausių vamzdžių.

Taikymo ypatybės
Jau išsiaiškinome, kad šildymui tinka tinklinis polietilenas. Kur ir kaip geriausia panaudoti?
Idealus variantas yra vamzdžių klojimas kaip šiltas grindis. Dėl gero šilumos laidumo ir mažo šiluminio plėtimosi koeficiento polietileno vamzdžiai yra labiau tinkami. Taip pat pravers galimybė įsigyti iki 200 metrų ilgio neatskiriamą vamzdį.
Instrukcija apskritai mažai skiriasi nuo bet kokių kitų vandeniu šildomų grindų klojimo:
- Vamzdis klojamas ant pagrindo spirale arba gyvatė ir įleidžiamas į lygintuvą.
- Visos jungtys yra virš grindų. Priežastis aiški: kietas vamzdis nuteka itin retai. 9 iš 10 nesandarumų yra ties jungtimis, ir būtų geriau, jei jų būtų.
- Pirmoji šildymo pradžia (žr.) įvyksta tik praėjus mėnesiui po lygintuvo klojimo, kai betonas įgauna tvirtumą. Ankstesnis pašildymas nepagreitins džiūvimo, bet suskils.
Akivaizdu, kad šiltoms grindims maksimali skersinio polietileno darbo temperatūra yra aiškiai per didelė. Temperatūra virš 40C jau jausis nepatogiai aukštai. Paprastai aušinimo skysčio temperatūra šiltų grindų vamzdžiuose neviršija 30 laipsnių.

Kaip XLPE šildymo vamzdžiai prijungiami prie žalvario ir plastikinių jungiamųjų detalių?
Jums reikės specialios įrangos. Mažiausiai – prailgintuvas, kirpimo žirklės taip pat pravers.
Sujungimo principas naudoja medžiagos molekulinę atmintį: vamzdis gali kurį laiką pakeisti savo linijinius matmenis, tačiau greitai grįš į pradinius matmenis.
- Vamzdis supjaustomas pagal dydį.
- Ant jo uždedamas fiksavimo žiedas. Jis turėtų išsikišti milimetru už vamzdžio krašto.
- Į vamzdį įkišama ilginamoji galvutė, kuri keliais judesiais, tarp jų pasukant, ištempia vamzdį, panardindama vis toliau, kol galvutė visiškai atsidurs jo viduje.
- Tada greitai nuimamas ilgintuvas, o ištemptas vamzdis uždedamas ant jungiamosios detalės, kur grįžta į pradinį skersmenį ir saugiai uždengia.
Patarimas: grafito tepalo naudojimas sumažins tempimo jėgą ir pailgins įrankio tarnavimo laiką.

Išvada
Daugiau apie šio tipo vamzdžius galite sužinoti žiūrėdami vaizdo įrašą straipsnio pabaigoje. Sėkmingas remontas!
Kryžminis polietilenas - naujoviška medžiaga vamzdžių gamybai. Skirtingai nuo paprasto PE, jis atlaiko aukštą slėgį, cheminių medžiagų poveikį, karštą vandenį.
Jis taikomas šalto ir karšto vandens tiekimo, šildymo vamzdynams.
PEX vamzdžių montavimas nėra sunkus, bet turi savybių, kurių žinios padės teisingai atlikti montavimą.
Vamzdžiai šildymo ir vandens tiekimo sistemoms pagaminti iš tinklinio polietileno

Rodoma nauja medžiaga metalų ir polimerų savybės. Kryžminis polietilenas yra termoplastinis polimeras, turintis trimatę struktūrą.
Kryžminio susiejimo technologija sukuria tarpmolekulinis tinklas, panašus į kietos būsenos medžiagų kristalinę gardelę.
Dėl to išlaikomas lankstumas, didėja lydymosi temperatūra, atsparumas šiluminei deformacijai, įbrėžimams, įtrūkimams. Medžiaga žymima PEX (PEX), kur X reiškia susiuvimą.
Taikymas gyvenamuosiuose pastatuose
Vamzdynams tiesti naudojamas kryžminis polietilenas išorės ir vidaus inžinerinės sistemos gyvenamieji pastatai: šildymas, kanalizacija, karšto, šalto vandens tiekimas.
Pageidaujamos taikymo sritys:
- Šiltos grindys.
- Šildymo sistemos darbas su aušinimo skysčiais žemoje temperatūroje.
- Vidinis vandens tiekimas.

Nuotrauka 1. Šilto vandens grindų su raudonais kryžminiais polietileno vamzdžiais įrengimas patalpose.
- Šildymas horizontaliais laidais.
- Latakai.
Svarbu! Molekuliškai modifikuotas polietilenas yra nekenksmingas aplinkai ir saugus: tai neišskiria toksiškų medžiagų, todėl jis naudojamas gyvenamosioms patalpoms. Degdamas suyra į žmogui nekenksmingus junginius: anglies dioksidą ir vandenį.
Techninės savybės
- Degimo temperatūra - 400°C
- Lydymas - pradžia 200°C temperatūroje.
- Vidutinis tankis - 940 kg/m3.
- Tempimas be lūžimo – diapazone 350-800%.
- Savybių išsaugojimas temperatūroje iki -50°C.
- Šilumos laidumas - 0,38 W/mK.
- Lankstumas.
Kai dirbama standartinėmis sąlygomis (aušinimo skysčio temperatūra 75°C temperatūroje) pasitarnaus tinklinis polietilenas apie 50 metų. Nuolat naudojant esant ekstremalioms apkrovoms: padidėjęs slėgis, 95 laipsnių aušinimo skystis tarnavimo laikas sutrumpės iki 15 metų.
Matmenys ir skersmuo

PEX vamzdžiai gaminami su skersmeniu 10-280 mm ir sienelės storis 1,7-29,0 mm. Tiekiamas ritiniais pagal ilgį 6, 8, 10, 12 metrų.
Pagal atsparumo slėgiui laipsnį XLPE vamzdžiai skirstomi į šiuos tipus:
- šviesa: 0,25 MPa (2,5 atm);
- vidutinė šviesa: 0,4 MPa (4 Atm);
- vidutinė: 0,6 MPa (6 Atm);
- sunkus: 1 MPa (10 Atm).
Aukščiau nurodytas slėgis yra sąlyginis, duomenys galioja siurbiant vandenį t 20°C.
Privalumai ir trūkumai
Molekuliniu būdu susietas polietilenas išlaiko teigiamos standartinio PE savybės ir įgyja naujų privalumų:

Vamzdžių, pagamintų iš kryžminio ryšio PE, trūkumai apima jautrumas UV spinduliams ir lėtas sunaikinimas veikiant laisvajam deguoniui, prasiskverbiam į struktūrą iš oro.
Dėmesio! Siekiant išvengti nepageidaujamo PEX vamzdžių kontakto su oru, jis naudojamas apsauga nuo difuzijos. Su tokia danga reikia elgtis atsargiai, kad jos nesubraižytų montuojant, transportuojant. Produktai apsaugo nuo ultravioletinių spindulių specialūs priedai, kurie yra įtraukti į kompoziciją gamybos etape.
Jus taip pat sudomins:
PEXAU vamzdžių tipai
- Universalus- vienodai tinkamas naudoti įvairiose srityse: vandens grindims sutvarkyti, karšto ir šalto vandens tiekimo sistemoms, autonominiam, centriniam šildymui.

Nuotrauka 2. Universalus vamzdis iš Rehau Pautitan flex polietileno, tinkantis bet kokio tipo šildymui.
- Specializuotas- turi siaurą taikymo sritį. Jie skirti tam tikro tipo vamzdynams, pavyzdžiui, tik šalto vandens tiekimui arba individualiam šildymui.
Priklausomai nuo naudojimo sąlygų, šildymo vamzdžiuose iš kryžminio polietileno naudojamas vanduo arba neužšąlantys skysčiai – antifrizai.
Standartiniu režimu šildymo vamzdžiai veikia esant ribinei temperatūrai iki 95°C ir spaudimas iki 10 atm. Avariniu atveju jie atlaiko temperatūros svyravimus iki 110°C dvigubai padidėjus slėgiui.
Vamzdžių veislės iš pirmaujančio gamintojo Uponor
Uponor (Suomija) gamina vamzdžius keturi tipai:
- Vandens vamzdis- karšto ir šalto vandens tiekimui.
- Comfort Pipe Plus, Radi Pipe- grindų radiatoriniam šildymui, vėsinimo sistemoms.
- Kombinuotas vamzdis- Universalus.
- Patogus vamzdis- grindų šildymo sistemoms.
3 nuotrauka. Vamzdžiai iš kryžminio polietileno Uponor Comfort Pipe, skirti grindiniam šildymui.
Gaminių iš kryžminio polietileno dydžių asortimentas 15-110 mm. Tiekiamas ritėmis 50-540 metrų, 6 metrų gabalai.
Vokietijos įmonė REHAU gamina didelį šios serijos vamzdžių asortimentą RAUTITANAS:
- FLEX- skiriasi lankstumu, yra pritaikyti šalto, karšto vandens tiekimui, grindų, radiatorių patalpų šildymui.
- STABILUMAS- universalus, turi vidinį aliuminio sluoksnį.
- JO- universalus naudojimas temperatūros sąlygomis iki 70°C iki 10 atm.
- ROŽINIS- grindų šildymui, radiatorių instaliacijai gyvenamuosiuose ir visuomeniniuose pastatuose.
Jungtis - suspaudimo rankovių jungiamosios detalės, dydžių diapazonas 12-250 mm. Vamzdžiai tiekiami tiesiais ilgiais 6 m arba įlankose 25-125 metrai.
Montavimas

Yra trys PEX elementų prijungimo būdai:
- Suspaudimo jungiamosios detalės- tinka vandens tiekimui (šaltam ir karštam). Jei reikia, santechnika bet kada išardoma.
- Presuojamos jungiamosios detalės- gaunamas nenuimamas ryšys. Metodas pagrįstas susieto polietileno gebėjimu atkurti formą.
- Elektrofuzijos jungiamosios detalės- stipriausias ir patikimiausias ryšys. Metodas reikalauja įgūdžių dirbant su suvirinimo įranga.
Dėmesio! Renkantis montavimo būdą, atsižvelkite į slėgį, kuris bus sistemoje. Suspaudimo jungiamosios detalės atlaiko iki 2,5 atm, presuojamos jungiamosios detalės - iki 6 atm, suvirintas elektra - suteikia monolitinę jungtį.
Instrumentai
Priklausomai nuo pasirinkto diegimo būdo, jums reikės:

Elektrofuzijos jungtys- jungiamosios detalės tipas įvorės pavidalu su įmontuotais šildymo gnybtais.
Nuoroda! Jungiamosios detalės - dujotiekio jungiamieji elementai, naudojami surinkimui ir prijungimui, šakoms, vamzdžių posūkiams. Pagrindinė medžiaga: žalvaris, bet gaminamas polietilenas, polivinilchloridas, polipropilenas, kombinuotos detalės.
Parengiamieji darbai
Prieš pradėdami montuoti, įsitikinkite, kad darbo vieta yra švari – jungtyse dulkės ir nešvarumai neturi prasiskverbti.

Paruoškite, vadovaudamiesi radiatoriaus prijungimo laidų schema reikiamas jungiamųjų detalių ir vamzdžių skaičius. Kryžminis polietilenas yra plastikas, todėl vamzdžius pritvirtinkite prie sienos ant laikiklių.
Patikrinti kolektoriaus išleidimo angos– Jie turi būti geros būklės. Kad išvengtumėte kondensato susidarymo ant „šaltos“ sistemos ir vamzdžių šilumos nuostolių su karštu vandeniu, paruoškite papildomą šilumos izoliaciją.
Eksploatavimo ir prijungimo prie radiatoriaus taisyklės
- Aukštos kokybės pjūvis yra raktas į jungties sandarumą. griežtai nupjaukite vamzdį 90° kampu- statmenai horizontaliai ašiai.
- Įsitikinkite, kad pjovimo paviršius yra visiškai plokščias.- be įpjovimų, šiurkštumo, bangavimo.
- Sujungimams rinkitės tik specializuotas jungiamąsias detales- kryžminiam polietilenui.
- Jei reikia vamzdžio lenkimo, pirmiausia sušildykite išlenktą vietą pastato plaukų džiovintuvu.
- Naudojant elektrofuzijos metodą stebėti prietaiso temperatūrą. Kryžminis polietilenas gali perkaisti ir nudegti.
- Kokybiškam montavimui vadovaukitės vamzdžių ir jungiamųjų detalių gamintojo instrukcijomis.
Viena iš populiariausių vamzdžių medžiagų yra polietilenas. Tokia medžiaga yra pigi ir gana patvari. Kryžminis polietilenas šildymui yra susietas elektronų srautu. Dėl to gauname labai lanksčius, atsparius dilimui vamzdžius, kurie yra atsparūs ir temperatūrai. Tokie vamzdžiai tinka ir šildymo sistemoms.
Kryžminis polietilenas šildymui gali būti susietas keliais būdais. Ir kiekvienas iš šių metodų turi įtakos vamzdžių našumui. Tai taip pat turi įtakos tam, kokia bus vamzdžių apimtis.
Kuo gerai pasiūtas polietilenas?
Šildymui skirtus polietileninius vamzdžius pradurti elektronų pluoštu, polietilenas praranda termoplastiškumą. Ir išlikdama pakankamai elastinga, medžiaga nebetirps ir nesuminkštės esant aukštai temperatūrai. Reikėtų pažymėti, kad tokie vamzdžiai naudojami beveik ¼ visų šildymo ir vandens tiekimo sistemų. Tai nėra atsitiktinumas, nes tokie vamzdžiai turi daug privalumų:
- Tokie vamzdžiai, kryžminio polietileno šildymui, yra atsparūs temperatūrų poveikiui – aukštai arba žemai. Jie taip pat gerai toleruoja slėgio kritimą.
- Kitas privalumas – neabejotinas ilgaamžiškumas! Juk tokie vamzdžiai nerūdija, todėl gamintojai garantuoja tokių vamzdžių veikimą 50 metų.
- HDPE vamzdžiai šildymui yra lengvi, todėl juos labai lengva nešiotis, transportuoti ir montuoti.
- Higiena irgi privalumas – tokių vamzdžių viduje nėra nuosėdų.
- Vamzdžiai yra labai saugūs ir netrūkinėja, todėl dažnai naudojami „šiltų grindų“ sistemai.

Taip pat atkreipiame dėmesį, kad tiesiant vamzdžius iš kryžminio polietileno ypač sunkiai pasiekiamose vietose, nereikėtų visiškai išardyti konstrukcijos, galima tiesiog ištempti vamzdį – ir tokia operacija jokiems vamzdžiams nebetinka.
XLPE vamzdžių trūkumai
Kaip ir bet kuri kita medžiaga, tinklinis polietilenas nėra panacėja nuo visko. Ir tai taip pat turi trūkumų.
Tokių vamzdžių negalima naudoti tose sistemose, kurios yra veikiamos tiesioginių saulės spindulių – nes ultravioletinė spinduliuotė jiems kenkia. Tačiau norint sumažinti jo įtaką, vamzdžius galima padengti specialiu laku.
Jei deguonis pateks į vamzdžių struktūrą, tai sukels destruktyvius procesus. O norint to išvengti, vamzdžių gamyboje naudojamas specialus ribinis sluoksnis. Toks neįprastas pakeitimas taip pat reiškia produkto kainos padidėjimą.

Pnd vamzdžio šildymui konstrukcija
XLPE vamzdžių kaina didėja didėjant vamzdžio skersmeniui. Optimalus santykis yra 32 mm skersmuo.
Taip pat verta paminėti, kad tinklinis polietilenas taip pat yra nestabilus paviršiaus aktyviųjų medžiagų poveikiui. O kartais jai gali pakenkti ir nepageidaujami svečiai – graužikai.
Ypatumai
Dabar atkreipkime dėmesį į kai kurias vamzdžių, pagamintų iš kryžminio polietileno, charakteristikas. Darbinė temperatūra yra 95 laipsnių Celsijaus. Linijinio plėtimosi koeficientas yra 0,12 - 0,14 mm/mK. Tai didelis skaičius, kuris tam tikru mastu lemia teigiamus atsiliepimus.
Tokių vamzdžių stiprumą galima padidinti sutvirtinant. Ir prieš tinkamai lituodami šildymą įprastais vamzdžiais, atidžiau pažiūrėkite į juos. Sustiprinimas padeda išlaikyti formą aukštoje temperatūroje.
Norint sumontuoti tokius vamzdžius, nereikia sriegti ir lituoti. Daugelis meistrų jau pastebėjo, kad paprastas montavimas yra pagrindinė tokių vamzdžių stiprioji pusė. Jis gaminamas naudojant jungiamąsias detales, presavimo jungtis ir suspaudimo jungiamąsias detales.
Kryžminis polietilenas yra polietileno tipas, pagamintas fizinio ir cheminio proceso metu, kai molekulės yra susietos. Molekuliniame lygmenyje sukurtus ryšius labai sunku nutraukti, todėl ši medžiaga yra labai patvari ir aukštųjų technologijų.
Dabar polietileno medžiaga populiarėja statybų pramonėje ir naudojama vamzdynų sistemoms, hidraulinėms šildymo ir vėsinimo sistemoms, vidaus vandentiekio vamzdynams, elektros kabelių aukštos įtampos izoliacijai.
Polietilenas taip pat naudojamas:
- gamtinių dujų;
- atviroje jūroje naudojami naftos produktai;
- cheminiams tikslams;
- nuotekų transportavimas;
- šlako emisijos.
Tokios technologijos plačiai naudojamos tiesiant vandentiekio vamzdžius, nes vamzdžių gamybai naudojamas skersinis polietilenas, kurio dėka jie į namus gali atnešti iki 40% daugiau geriamojo vandens. Įrodyta, kad vandens tiekimo į namus klausimais jie pamažu tampa dominuojančia technologija, todėl per artimiausius kelerius metus taps pagrindine statybų verslo tendencija.
Šildymo istorija skirtingais metais
XX amžiuje masinėje gamyboje vandentiekio vamzdžiai buvo gaminami iš cinkuoto plieno, tačiau naudojami sukeldavo didelių nepatogumų vartotojui. Dėl intensyvaus rūdžių augimo problemų smarkiai sumažėjo pratekančio vandens tūris. 1960-aisiais cinkuoti vamzdžiai buvo pakeisti plastikiniais vamzdžiais su jungiamosiomis detalėmis.

Dabar populiariausiu vandens transportavimo būdu hidraulinėse šildymo sistemose tapo polietileninių vamzdžių montavimas.
Kryžminis polietilenas geriausiai tinka karšto vandens recirkuliacijai namuose, todėl toks sprendimas yra optimaliausias. Todėl variniai ir cinkuoti vamzdžiai vis dažniau keičiami polietileniniais vamzdžiais.
Kryžminio polietileno privalumai
Kryžminis polietilenas įgijo populiarumą tarp vartotojų dėl savo lankstumo. Vamzdis gali būti sulenktas plačiu kampu. Be to, jie gali dirbti su nedidelio spindulio posūkiais, kartais palaikomi metaliniu laikikliu.
Jie gali dirbti iš tvirtinimo detalių paskirstymo taško nepjaustydami ar nesujungdami. Montavimas leidžia įrengti vandens tiekimo liniją tiesiai iš šaltinio, naudojant tik vieną jungtį kiekviename gale.

Montuojant sumažinami visų rūšių vamzdžių posūkiai, o tai reiškia, kad vanduo išteka esant geram slėgiui, o tai labai palanku dušui, tualetui ir kriauklei.
Medžiagos kaina yra gana priimtina, o kaina yra prieinama beveik visiems.
Vamzdžius, pagamintus iš kryžminio polietileno, lengva montuoti. Jų montavimas yra mažiau pastangų reikalaujantis, palyginti su variniais ar cinkuotais, nes nereikia montuoti žibintuvėlių ar litavimo. Taip pat nereikia klijų, kad būtų galima pritvirtinti jungiamąsias detales.
Gaisro pavojus montavimo metu pašalinamas, o litavimo metu jis yra, nes naudojami degtukų žibintai. Gaisras gali kilti dėl liepsnos ir aukštos temperatūros. Naudojant polietileną, ši problema nekils.
Ypatingos savybės

HDPE (žemo slėgio polietilenas) pasižymi ypatingomis savybėmis, kurios prisideda prie medžiagos stiprumo ir ilgalaikio naudojimo. HDPE gamintojai siūlo apie 25 metų galiojimo laikotarpį. Jei vamzdžiai pagaminti naudojant kryžminio aukšto slėgio polietileno (LDPE) metodą, jie yra atsparesni ardomosioms savybėms ir korozijai.
Tinka karštiems ir šaltiems vamzdžiams
Patogi spalvinio įrėminimo vieta pašalina bet kokią painiavą. Paprastai karštam vandeniui ruošti naudojama raudona, o šaltam – mėlyna.
Nauda aplinkai
Polietilenas yra ekologiškesnis nei varis ir cinkas.

Kryžminio polietileno trūkumai
Deja, šie vamzdžiai turi ir trūkumų. Panagrinėkime juos išsamiau.
degradacija nuo saulės spindulių
Polietilenas negali būti naudojamas tose vietose, kur koncentruojasi daug saulės šviesos. Tiesioginis saulės spindulių poveikis pablogina medžiagos kokybę.
vabzdžių pažeidimai
Medžiaga pritraukia vabzdžius, kurie prasiskverbia į plastikinę šildymo sistemą, sukeldami skyles ir atitinkamai vandens nutekėjimą.
Negalima naudoti klijų
Tai neigiamai veikia polietileno medžiagą, sukeldama priešlaikinį jos senėjimą. Tokios šildymo sistemos dažnai stipriai nukenčia dėl izoliacinių klijų naudojimo. Todėl izoliacinės medžiagos turi būti parenkamos labai atsargiai.
Neigiamas poveikis sveikatai
Yra nuomonė, kad polietileno medžiaga blogai veikia žmonių sveikatą. Taip yra dėl didelio kenksmingų cheminių medžiagų sankaupų, kurios patenka į vamzdžiais tekantį vandenį. Tokios medžiagos kaip tret-butilo eteris ir butilo alkoholis yra labai kenksmingos.
Polietileno šildymo sistemos montavimas
Yra du XLPE vamzdžių montavimo būdai: naudojant suspaudimo ir presavimo jungtis. Pirmasis variantas yra daug lengvesnis. Veiksmų algoritmas šiuo atveju yra toks:

- nukreipkite sriegį link jungties ir uždėkite suspaudimo veržlę ant vamzdžio;
- tada ant vamzdžio uždėkite padalintą žiedą, tačiau jo kraštas turi nukrypti nuo nupjauto vamzdžio 1 mm;
- stumkite vamzdį ant jungiamosios detalės iki galo;
- užbaikite priverždami suspaudimo veržlę veržliarakčiais.
Atminkite, kad veržlę reikia priveržti labai atsargiai, kad nepažeistumėte vamzdžio per didele jėga.
Montuojant su užspaudžiamomis jungiamosiomis detalėmis, reikalinga speciali presavimo įranga. O pats įrengimas yra toks:

- ant vamzdžio uždėkite ištisinę užveržimo įvorę;
- kol sustos, įkiškite į vamzdį reikiamo dydžio plėtiklį;
- sklandžiai sustabdykite plėtiklio rankenas ir keletą sekundžių laikykite jas šioje padėtyje;
- įkiškite vamzdį į jungiamąją jungtį iki galo;
- naudodami presą, prispauskite rankovę ant jungiamosios detalės.
Verta teikti pirmenybę vamzdžiams, pagamintiems iš polietileno, ir tai bus geriausias sprendimas namo šildymui. Tokia sistema tarnaus ilgai, nesukeldama gyventojams didelių nepatogumų.
Šiandien, deja, rinkodaros žingsniai ir reklaminiai triukai vis labiau įtakoja įvairius techninius sprendimus ir konkrečios medžiagos bei įrangos projektui pasirinkimą. Vis dažniau vietoj pilnaverčio techninio paso ar įrangos katalogo dizaineriai ant savo darbo stalo turi reklaminius bukletus ir brošiūras, pagal kurias renkasi. Tai, kas nepriimtina rašyti rimtoje techninėje literatūroje, migruoja į tokių bukletų puslapius. Dažnai rinkodaros specialistai savo produktui priskiria pervertintus arba visiškai neegzistuojančius rodiklius, klaidindami inžinierius. Kaip taisyklė, išskirtinės techninės įrangos savybės bukletuose pateikiamos kaip neabejotini pranašumai. Ir atvirkščiai, bet kokia techninė informacija apie konkurencingus produktus pateikiama kaip reikšmingi ir nepataisomi trūkumai.
Visi šie veiksniai galiausiai lemia netinkamą medžiagų ir įrangos pasirinkimą, o tai galiausiai gali sukelti avarinę situaciją. Šiuo atveju kaltė krenta ant projektuotojo pečių, nes bet kuris gamintojas kartu su spalvinga reklama, pergalingai apibūdinančia visus gaminio malonumus, turi arba išnašas smulkiu šriftu, arba techninių duomenų lapą, kruopščiai paslėptą nuo žmogaus akies. tikri duomenys. Dažniausiai reklaminiuose lankstinukuose pateikiama informacija, kuri neprieštarauja paso duomenims, tačiau pateikiama taip, kad žmonėms susidarytų klaidingas supratimas apie tikrąsias gaminio technines savybes. Pavyzdžiui, frazės „vamzdis gali atlaikyti 95 ºС temperatūrą ir 10 barų slėgį“ ir „vamzdis gali atlaikyti 95 ºС aušinimo skysčio temperatūrą, esant 10 barų slėgiui 50 metų“ iš esmės skiriasi viena nuo kitos. . Pirmuoju atveju užmetama mįslė: ar vamzdis gali atlaikyti 95 ºС aušinimo skysčio temperatūrą ir 10 barų tuo pačiu metu, ar tai yra du pagrindiniai šio vamzdžio taikymo taškai? Ir svarbiausia, kad nėra laiko indikatoriaus, tai yra, nėra žinoma, kiek laiko dujotiekis gali atlaikyti šiuos parametrus – penkias minutes, valandą ar 50 metų?
Šiame straipsnyje pateikiami pagrindiniai rinkodaros triukai ir mitai, kuriuos skleidžia PEX vamzdžių gamintojai.
1-oji mitų grupė – apie vieno siuvimo metodo pranašumą prieš kitą
Beveik kiekvienas PEX vamzdžių gamintojas teigia, kad būtent jų vamzdžių siuvimo būdas yra geriausias, o kiti – nieko gero. Tik pagal jų metodą sukryžmintas polietilenas turės padidintas stiprumo charakteristikas ir patikimumo rodiklius.
Pirmiausia norėčiau priminti šiek tiek informacijos apie polietileno kryžminimą. Kryžminis sujungimas reiškia erdvinės gardelės sukūrimą didelio tankio polietilene dėl to, kad tarp polimero makromolekulių susidaro tūriniai kryžminiai ryšiai. Santykinis susidarančių kryžminių jungčių kiekis polietileno tūrio vienete nustatomas pagal „skersinio sujungimo laipsnį“. Kryžminio sujungimo laipsnis – tai trimatėmis jungtimis padengto polietileno masės ir visos polietileno masės santykis. Iš viso yra žinomi keturi pramoniniai polietileno kryžminimo būdai, priklausomai nuo to, kuris susietas polietilenas indeksuojamas atitinkama raide.
1 lentelė. Polietileno skersinių jungčių tipai
Peroksido kryžminimas („a“ metodas)
„a“ metodas yra cheminis polietileno sujungimas naudojant organinius peroksidus ir hidroperoksidus.
Organiniai peroksidai yra vandenilio peroksido (HOOH) dariniai, kuriuose vienas ar du vandenilio atomai pakeisti organiniais radikalais (HOOR arba ROOR). Populiariausias vamzdžių gamyboje naudojamas peroksidas yra dimetil-2,5-di-(bitilperoksi)heksanas. Peroksidai yra labai pavojingos medžiagos. Jų gamyba yra technologiškai sudėtingas ir brangus procesas.
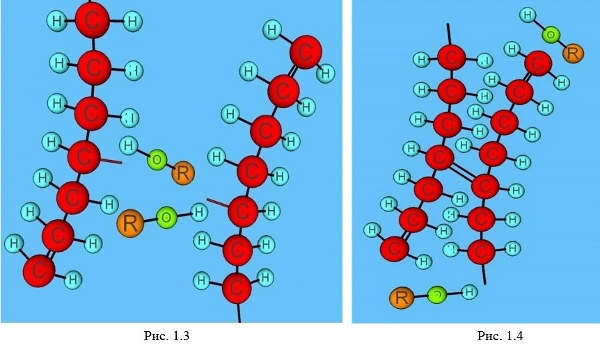
Norint gauti PEX pagal metodą "a", polietilenas prieš ekstruziją išlydomas kartu su antioksidantais ir peroksidais (Thomas Engel procesas), ryžių. 1.1. Temperatūrai pakilus iki 180–220 ºС, peroksidas suyra, sudarydamas laisvuosius radikalus (molekules su laisvąja jungtimi), ryžių. 1.2. Peroksido radikalus iš polietileno atomų paima vienas vandenilio atomas, todėl prie anglies atomo susidaro laisva jungtis ( ryžių. 1.3). Kaimyninėse polietileno makromolekulėse anglies atomai, turintys laisvųjų jungčių, yra sujungti ( ryžių. 1.4). Tarpmolekulinių ryšių skaičius yra 2–3 1000 anglies atomų. Procesas reikalauja griežtos temperatūros kontrolės ekstruzijos proceso metu, kai vyksta išankstinis kryžminis susiejimas ir tolesnis vamzdžio kaitinimas.
„a“ metodas yra pats brangiausias. Tai garantuoja visišką medžiagos masės tūrinį padengimą veikiant peroksidams, nes jie pridedami prie pradinio lydalo. Tačiau šis metodas reikalauja, kad kryžminis sujungimas būtų ne mažesnis kaip 75% (pagal Rusijos standartus - ne mažesnis kaip 70%), todėl iš šios medžiagos pagaminti vamzdžiai yra standesni nei kiti kryžminimo būdai.
Silano skersinis susiejimas (metodas "b»)
„b“ metodas – tai cheminis polietileno kryžminis sujungimas naudojant organinius silanus. Organiniai silanidai yra silicio junginiai su organiniais radikalais. Silanidai yra nuodingos medžiagos.
Šiuo metu PEX vamzdžių gamybai pagal „b“ metodą, viniltrimetoksiloksanas (H 2 C=CH)Si(OR) 3 ( ryžių. 2.1). Kaitinant, vinilo grupės ryšiai sunaikinami, jos molekulės paverčiamos aktyviais radikalais ( ryžių. 2.2). Šie radikalai pakeičia vandenilio atomą polietileno makromolekulėse ( ryžių. 2.3). Tada polietilenas apdorojamas vandeniu arba vandens garais, o organiniai radikalai sujungia vandenilio molekulę iš vandens ir sudaro stabilų hidroksidą (organinį alkoholį). Kaimyniniai polimero radikalai yra uždaromi per Si-O ryšį, sudarydami erdvinę gardelę ( ryžių. 2.4). Vandens išstūmimą iš PEX pagreitina alavo katalizatorius. Galutinio kryžminio sujungimo procesas vyksta jau kietoje gaminio stadijoje.



Radiacinis kryžminis ryšys („c“ metodas)
"C" metodas susideda iš C-H grupės poveikio įkrautų dalelių srautui ( ryžių. 3.1). Tai gali būti elektronų arba gama spindulių srautas. Dėl šio poveikio kai kurios CH jungtys sunaikinamos. Kaimyninių makromolekulių, iš kurių buvo išmuštas vandenilio atomas, anglies atomai susijungia vienas su kitu ( ryžių. 3.3). Polietilenas švitinamas dalelių srautu jau po jo formavimo, tai yra kietos būsenos. Šio metodo trūkumai yra neišvengiamas netolygus kryžminis susiejimas.
Neįmanoma pastatyti elektrodo taip, kad jis būtų vienodu atstumu nuo visų apšvitinto produkto sričių. Todėl gauto vamzdžio ilgis ir storis bus netolygus.
Kaip švitinimo šaltinis dažniausiai naudojamas ciklinis elektronų greitintuvas (betatronas), kuris yra gana saugus tiek gaminant, tiek naudojant gatavą vamzdį.
Nepaisant to, daugelyje Europos šalių „c“ metodu siuvamų vamzdžių gamyba yra uždrausta.
Siekiant sumažinti kryžminimo proceso sąnaudas, radioaktyvusis kobaltas (Co 60) kartais naudojamas kaip spinduliuotės šaltinis. Šis metodas tikrai yra pigesnis, nes vamzdis tiesiog dedamas į kamerą su kobaltu, tačiau tokių vamzdžių naudojimo saugumas labai abejotinas.

Klaidingas supratimas #1 : „Kryžminio sujungimo metodas (PEX-a) yra geresnis už kitus pagal gaunamos medžiagos stiprumą, nes reguliuojamas minimalus šio metodo kryžminio sujungimo laipsnis yra didesnis nei kitų metodų. Ir kuo didesnis PEX susiejimo laipsnis, tuo tvirtesnė medžiaga.
Iš tiesų, GOST R 52134 reguliuoja skirtingą minimalų leistiną PEX vamzdžių kryžminimo laipsnį skirtingiems gamybos būdams ( skirtukas. vienas), ir tiesa, kad didėjant skersinio susiejimo laipsniui, vamzdžių stiprumas didėja.
Tačiau nepriimtina lyginti PEX-a, PEX-b ir PEX-c kryžminimo laipsnius, nes šių medžiagų molekuliniai ryšiai, susidarę dėl kryžminimo, turi skirtingą stiprumą, todėl net ir šių tipų polietilenas yra susietas. tuo pačiu laipsniu turės skirtingas stiprybes. CC tipo jungties energija, susidarančio polietilene, kryžminiame "a" ir "c" metodais, yra apie 630 J/mol, o Si-C tipo jungties energija, kuri susidaro polietileno kryžmėje. -susietas "b" metodu yra 780 J/mol. Fizikinėms, cheminėms ir techninėms savybėms taip pat turi įtakos makromolekulių sąveika dėl vandenilio ryšių, atsirandančių polimere dėl polinių grupių ir aktyvių atomų, taip pat asocijuotų junginių susidarymas dėl kryžminių ryšių sąveikos. patys. Tai visų pirma būdinga silanoliu susietam polimerui, kuriame yra daug silanolio grupių, galinčių sudaryti papildomas sujungimo vietas amorfinėse srityse, padidindamos struktūrinio tinklo tankį (kuris yra 30% didesnis nei naudojant peroksidą ir 2,5 karto didesnis). nei švitinant). skersiniai ryšiai) ir sumažinti deformuojamumą aukštoje temperatūroje.
Sujungtų polietileninių vamzdžių stendiniai bandymai rodo tam tikrą silano skersinio sujungimo stiprumo pranašumą. Taigi, esant 90 °C bandymo temperatūrai 25 mm skersmens ir 400 mm ilgio vamzdžiams, vamzdžių, pagamintų iš PEX-a, PEX-b ir PEX-c, trūkimo slėgis buvo 1,72, 2,28 ir 1,55 MPa , atitinkamai (BC Osipchik, E.D. Lebedeva, „Įvairiais metodais susietų poliolefinų eksploatacinių savybių lyginamoji analizė ir silanoliu susieto polietileno fizikinių ir cheminių charakteristikų gerinimas“, 2011 m. gegužės 24 d.).
Taigi teiginiai, kad PEX-a yra stipriausia medžiaga dėl didesnio kryžminio susiejimo laipsnio, nėra teisingi. Šis veiksnys yra šio kryžminio susiejimo metodo trūkumas, o ne privalumas.
Siuvimo būdas nėra svarbiausias vamzdžio rodiklis jį renkantis. Pirmiausia turėtumėte įsitikinti, kad polietilenas, iš kurio pagamintas vamzdis, tikrai yra kryžminis. Kai kurie gamintojai nesiuva arba visai nesiuva vamzdžio, tuo pačiu nurodydami tas pačias charakteristikas kaip ir ant aukštos kokybės PEX vamzdžių.
Pavyzdžiui, 2013 metų gegužę Ukrainoje iš apyvartos buvo išimti GROSS vamzdžiai. Pagal šį prekės ženklą buvo platinami vamzdžiai, pagaminti iš kryžminio polietileno, ant pačių vamzdžių buvo PEX ženklas ( ryžių. 4), bet iš tikrųjų šie vamzdžiai buvo sudaryti iš paprasto nekryžminio polietileno, ar verta kalbėti apie jų veikimą? Yra paprastas būdas nustatyti, kas yra priešais jus - kryžminis polietilenas arba netikras, pagamintas iš paprasto polietileno. Norėdami tai padaryti, vamzdžio gabalas turi būti pašildytas iki 150–180 ºС temperatūros, paprastas polietilenas praranda formą šioje temperatūroje, o susietas dėl tarpmolekulinių ryšių išlaiko savo formą net esant tokioms aukštoms temperatūroms ( ryžių. penkios).

Ryžiai. 4. Žymėjimas ant vamzdžio Gross

Ryžiai. 5. Vamzdžiai Gross (7 pavyzdys) ir VALTEC PEX-EVOH (6 pavyzdys) po 30 minučių kaitinimo orkaitėje 180 ºС temperatūroje
Klaidingas supratimas Nr.2: „Tik „a“ metodu sukryžmintas polietilenas turi temperatūros atminties savybių, kitais būdais sukryžmintas polietilenas šios savybės neturi.
Ką šiuo atveju reiškia „temperatūros atminties efektas“? Šio efekto esmė ta, kad iš anksto deformuotas vamzdis po kaitinimo atkuria pirminę formą, kurią turėjo iki deformacijos. Ši savybė pasireiškia tuo, kad lenkimo ir deformacijos metu molekuliniu būdu surištos sritys suspaudžiamos arba ištempiamos, kartu kaupiant vidinį įtempį. Po kaitinimo deformacijos vietose sumažėja medžiagos elastingumas. Deformacijos metu susikaupę vidiniai įtempiai sukuria „suminkštintos“ medžiagos storio jėgas, nukreiptas į pradinę vamzdžio formą. Šių pastangų įtakoje vamzdis linkęs atsigauti.

Ryžiai. 6.1. vamzdžio lūžisVALTEC PEX- EVOH(kryžminio susiejimo metodas – PEX-b) ir jo atkūrimas pakaitinus iki 100 °C

Ryžiai. 6.2. PEX-a vamzdžio su antidifuziniu sluoksniu lūžimas ir jo atkūrimas pakaitinus iki 100 °C

Ryžiai. 6.3. Vamzdžio lūžisPEX- c be difuzijos stabdančio sluoksnio ir jo atsigavimas pakaitinus iki 100°C (nespalvotas tinklinis polietilenas aukštoje temperatūroje tampa skaidrus)
6.1 paveiksluose – 6.3 parodytas vamzdžių restauravimas įvairiais susiuvimo būdais po pertraukos. Taikant visus susiuvimo būdus, vamzdžiai atkūrė savo pirminę formą. Ant vamzdžių, padengtų antidifuziniu sluoksniu po restauravimo, susidarė raukšlės. Šiose vietose antidifuzinis sluoksnis atsisluoksniavo nuo PEX sluoksnio. Tai neturi įtakos vamzdžio savybėms, nes darbinis sluoksnis yra PEX sluoksnis, kuris buvo visiškai regeneruotas.
Atminties efektas būdingas bet kokiam kryžminiam polietilenui. Vienintelis skirtumas tarp PEX-a atkūrimo technikoje yra tas, kad PEX-a susieja ekstruzijos metu, o pradinė forma, kurią vamzdynas siekia grįžti, yra tiesi. PEX-b ir PEX-c, kaip taisyklė, yra susiuvami kartu suformavus ritinius, todėl vamzdynų forma yra apskritimas, kurio spindulys lygus ritės spinduliui.
Klaidinga nuomonė Nr. 3: „B jungtis neužtikrina reikiamos vamzdžių higienos, nes šių vamzdžių gamyboje naudojami silanai yra toksiški.
Iš tiesų, silanai (SiH 4 – Si 8 H 18), naudojami PEX-b gauti, yra itin toksiški. Tačiau silicio rūgštis polietileno kryžminiam sujungimui naudojama tik kabelių pramonėje. Vamzdžių gamybai naudojami organiniai silanidai, kurie taip pat yra nuodingi, tačiau jų išskirtinis bruožas yra tas, kad susijungę jie arba visiškai pereina į chemiškai surištą būseną, arba virsta chemiškai neutraliu organiniu alkoholiu, kuris išplaunamas. vamzdynų drėkinimas. Iki šiol labiausiai paplitęs reagentas polietileno kryžminiam sujungimui naudojant „b“ metodą yra viniltrimetoksilanas (supaprastinta formulė: C 2 H 4 Si (OR) 3).
Pagrindinis vamzdyno ir jungiamųjų detalių saugos rodiklis yra higienos sertifikatas. Tik vamzdžiai ir jungiamosios detalės, turintys šį sertifikatą, yra patvirtinti montuoti geriamojo vandens sistemose.
Klaidinga nuomonė Nr. 4: „Tik PEX-a vamzdžiai turi vienodą skersinio sujungimo laipsnį visame skerspjūvyje, o kitų vamzdžių skersinis ryšys yra netolygus.
Pagrindinis "a" kryžminimo pranašumas yra tas, kad peroksidai pridedami prie išlydyto polietileno prieš jį išspaudžiant į vamzdį, o vamzdžių sujungimas, atsižvelgiant į temperatūrą ir peroksido dozes, bus vienodas.
Kai kryžminiai polietileno vamzdynai nebuvo plačiai naudojami, kryžminiai ryšiai, naudojant „b“ ir „c“ metodus, turėjo trūkumą, kuris buvo netolygus kryžminis susiejimas išilgai dujotiekio ilgio ir pločio. Tačiau vamzdžių gamybos apimčiai pasiekus kelis kilometrus per savaitę, iškilo klausimas, kaip pagerinti šių siūlių tipų kokybę ir automatizuoti. Naudojant silano metodą, galima tolygiai susiūti vamzdyną parenkant teisingą reagentų dozę, tiksliai palaikant vamzdžių apdirbimo temperatūros ir laiko parametrus, taip pat naudojant katalizatorius (alavo).
Be to, šiuolaikinis silano įvedimo būdas skiriasi nuo originalaus, jei anksčiau silanas buvo dedamas į polietileno lydalą ekstruzijos metu (B-SIOPLAST metodas), dabar paprastai silanas iš anksto sumaišomas su peroksidu ir tam tikru kiekiu. polietileno ir tik tada įpilama į ekstruderį (B-MONOSIL metodas).
Gamyklos, gaminančios didelius vamzdžių kiekius, bandymų ir klaidų būdu jau seniai pasiekė idealią kryžminio sujungimo technologiją, o gamybos automatizavimas leido gauti stabilių charakteristikų vamzdžius. Taigi netolygaus vamzdyno susiuvimo problema išlieka tik mažose, neautomatizuotose pramonės šakose.
Klaidinga nuomonė Nr. 5: "PERT yra tinklinio polietileno tipas ir nėra prastesnis už jį savo našumu."
Karščiui atsparus polietilenas PERT yra palyginti nauja medžiaga, naudojama vamzdžių gamybai. Skirtingai nuo įprasto polietileno, kuriame kaip kopolimeras naudojamas butenas, PERT kaip kopolimerą naudoja okteną (oktileną C 8 H 16). Okteno molekulė turi išplėstą ir šakotą erdvinę struktūrą. Sudarydamas pagrindinio polimero šonines šakas, kopolimeras aplink pagrindinę grandinę sukuria susipynusių kopolimerų grandinių plotą. Šios gretimų makromolekulių šakos sudaro erdvinę sanglaudą ne dėl tarpatominių ryšių susidarymo, kaip PEX, o dėl jų „šakų“ sanglaudos ir susipynimo.
Karščiui atsparus polietilenas turi nemažai kryžminio polietileno savybių: atsparumas aukštai temperatūrai ir ultravioletiniams spinduliams. Tačiau ši medžiaga neturi ilgalaikio atsparumo aukštai temperatūrai ir slėgiui, taip pat yra mažiau atspari rūgštims nei PEX. Ant ryžių. 7 pateikiami skersinio ryšio polietileno PEX ir aukštos temperatūros polietileno PERT ilgalaikio stiprumo grafikai, paimti iš GOST R 52134-2003 su pakeitimu Nr. jo stiprumas laikui bėgant, net esant aukštai temperatūrai. Tuo pačiu metu stiprumo kritimo grafikas yra tiesus ir lengvai nuspėjamas. PERT atveju grafikas turi kreivumą, o esant aukštai temperatūrai, šis kreivumas atsiranda po dvejų veiklos metų. Lūžio taškas vadinamas kritiniu, kai šis taškas pasiekiamas, medžiaga pradeda aktyviai spartinti stiprumo praradimą. Visa tai lemia tai, kad vamzdis, pasiekęs kritinį tašką, labai greitai sugenda.

Ryžiai. 7. Vamzdžių iš PEX (kairėje) ir PERT (dešinėje) ilgalaikio stiprumo atskaitos kreivės
Be to, dėl ryšių tarp makromolekulių trūkumo, PERT neturi temperatūros atminties savybių.
Klaidinga nuomonė Nr. 6: "PEX vamzdžiai gali būti besąlygiškai naudojami radiatorių šildymo sistemoms."
Plastikinių ir metalo-plastikinių vamzdynų taikymo Rusijos Federacijos teritorijoje sąlygas reglamentuoja GOST 52134-2003. Kadangi plastikinių vamzdynų stiprumui gana didelę įtaką turi tam tikros temperatūros aušinimo skysčio veikimo laikas, jie turi veikimo klases ( skirtukas. 2), kurie atspindi tam tikrų temperatūrų poveikio vamzdžiui pobūdį per visą tarnavimo laiką.
2 lentelė. Polimerinių vamzdynų eksploatavimo klasės
| Operacinė klasė | Taikymo sritis | T vergas, °C | Laikas val T vergas; metų | T maks., °C | Laikas val T max, metai | T avaras, °C | Laikas val T avarija, h |
| Karšto vandens tiekimas (60 °C) | |||||||
| Karšto vandens tiekimas (70 °C) | |||||||
| Žemos temperatūros grindų šildymas Aukštos temperatūros grindų šildymas | |||||||
| Žematemperatūrinis šildymas šildymo prietaisais | |||||||
| Aukštatemperatūrinis šildymas šildymo prietaisais | |||||||
| Šalto vandens tiekimas |
Tuo pačiu metu vamzdynų naudojimą šildymo ir vandens tiekimo sistemose riboja 5.2.1 ir 5.2.4 punktai:
„5.2.1 Vamzdžiai ir jungiamosios detalės iš termoplastiko turi būti naudojami vandens tiekimo ir šildymo sistemose, kurių didžiausias darbinis slėgis P max 0,4; 0,6; 0,8 ir 1,0 MPa ir temperatūros sąlygos nurodytos 26 lentelėje. Nustatytos šios vamzdžių ir jungiamųjų detalių eksploatavimo klasės ... "
"5.2.4 Gali būti nustatytos kitos eksploatavimo klasės, tačiau temperatūra neturi viršyti 5 klasei nurodytų."
Kitaip tariant, gamintojas gali nustatyti bet kokį įvairių temperatūrų įtakos laiko santykį. Tačiau maksimali darbinė temperatūra neturi būti nustatyta aukščiau 90 °C. Daugumoje šildymo sistemų projektinė aušinimo skysčio temperatūra yra 95 °C. Iš čia gaunami duomenys daro išvadą: senose sistemose PEX vamzdžių naudoti nepriimtina. Ir jei šie vamzdžiai naudojami aukštos temperatūros radiatoriniam šildymui, tada tik sistemoje, kuri yra skirta maksimaliai 90 ° C darbinei temperatūrai.
Tačiau kodėl daugumoje reklaminių PEX vamzdžių gamintojų gaminių nurodoma maksimali 95 °C darbo temperatūra? Faktas yra tas, kad GOST 5.2.1 punkte nustatomi tik plastikinių vamzdžių naudojimo standartai, kitaip tariant, reglamentuojami sistemų, kuriose gali būti naudojami vamzdžiai, tipai, bet ne patys vamzdynai, o tai suteikia gamintojams teisę rašyti beveik bet kokia darbinė temperatūra vamzdžių techninėse charakteristikose .
„Skirtumas yra tik 5°C neturi didelės įtakos ilgalaikiam vamzdžio stiprumui” – galima išgirsti kaip vamzdžio naudojimo pagrindimą. Tačiau vamzdis turi tris pagrindinius parametrus: temperatūrą, slėgį ir tarnavimo laiką, o jei padidinsite vieną iš parametrų, kiti du neišvengiamai sumažės. Taigi, vamzdį galima naudoti aukštesnėje temperatūroje, tačiau reikia atsižvelgti į tai, kad tai neišvengiamai sutrumpins tarnavimo laiką. Mažiausias leistinas vamzdynų eksploatavimo laikas pagal SNiP 41-01-2003 yra 25 metai, o jei vamzdynai klojami paslėpti pastato konstrukcijoje, tarnavimo laikas turi būti ne trumpesnis kaip 40 metų. Padidėjus darbinei temperatūrai iki 95 °C, vamzdyno tarnavimo laikas sutrumpėja iki 35-40 metų, priklausomai nuo sienelės storio, todėl galima daryti išvadą, kad vamzdžių su tokiais taikymo parametrais negalima kloti slaptai.
Toliau pateikiami pavyzdžiai, kaip tiekėjas praleido nurodant technines specifikacijas:

95 ºС darbinė temperatūra esant 0,8 MPa slėgiui negali atitikti 50 metų tarnavimo laiką. Nuo diagramos toliau ryžių. penkios matyti, kad maksimalus dujotiekio tarnavimo laikas 95 ºС temperatūroje yra 8 metai.
.jpg)
Nurodoma maksimali 95 ºС darbinė temperatūra ir 50 metų tarnavimo laikas, tačiau nekalbama, kad ši temperatūra vamzdį gali veikti ne ilgiau kaip 1 metus iš šių 50 metų.
Klaidinga nuomonė Nr. 7: „Nuo deguonies apsaugantis dujotiekio sluoksnis yra rinkodaros gudrybė ir neturi jokios įtakos veikimui...“
Apsauginis nuo deguonies sluoksnis naudojamas visų pirma dėl SNiP 41-01-2003 „Šildymas, vėdinimas ir oro kondicionavimas“ 6.4.1 punkto reikalavimų įvykdymo.
„... Polimerinių vamzdžių, naudojamų šildymo sistemose kartu su metaliniais vamzdžiais (taip pat ir išorinėse šilumos tiekimo sistemose) arba su prietaisais ir įrenginiais, kurie riboja ištirpusio deguonies kiekį aušinimo skystyje, deguonies pralaidumas turi būti ne didesnis kaip 0,1 g. / m diena ... »
Vamzdžio, pagaminto iš tinklinio polietileno, kurio sienelės storis 2 mm ir skersmuo 16 mm, esant 20 ºС oro temperatūrai, deguonies pralaidumas yra 670 g/m³·parą. Akivaizdu, kad įprastas XLPE vamzdis neatitinka šio SNiP reikalavimų. SNiP reikalavimai atsirado neatsitiktinai, faktas yra tas, kad šildymo ir šilumos tiekimo sistemose naudojamas specialiai paruoštas aušinimo skystis. Vanduo katilinėse ar šilumos punktuose yra deaeruojamas naudojant specialius įrenginius. Visa tai daroma siekiant išvengti plieno ir aliuminio sistemos elementų korozijos, kurių vienaip ar kitaip yra bet kurioje sistemoje.
Norėdami suprasti žalingą deguonies poveikį aušinimo skystyje, paaiškinkime patį plieno korozijos procesą. Plienas korozuoja tiek vandenyje, kuriame ištirpęs deguonis, tiek deaeruotame vandenyje, tačiau proceso eiga kiek skiriasi.
Vandenyje, kuriame nėra deguonies, korozija vyksta taip: veikiant vandeniui, dalis geležies atomų ištirpsta, dėl ko ant jo kaupiasi neigiamas geležies atomų krūvis (Fe 2+ + 2e -). plieno paviršius. Vandenyje dėl priemaišų susidaro katijonai ir anijonai H + ir OH -. Neigiamą krūvį turintys geležies jonai, ištirpę, susijungia su vandenilio grupės anijonais, sudarydami blogai vandenyje tirpų geležies hidratą (būtent ši medžiaga suteikia aušinimo skysčiui rudą, rūdžių spalvą): Fe 2 + + 2OH - → Fe (OH) 2.
Vandenilio katijonai (H +), turintys teigiamą krūvį, pritraukiami prie vamzdžio, turinčio neigiamą krūvį, vidinio paviršiaus, sudarydami atominį vandenilį, kuris vamzdžio paviršiuje suformuoja apsauginį sluoksnį (vandenilio depoliarizacija), kuris sumažina korozijos greitis.
Kaip matote, plieno korozija, kai nėra deguonies, yra laikina, kol visas vidinis vamzdžio paviršius pasidengia apsaugine plėvele, o reakcija sulėtėja.
Tuo atveju, kai plienas liečiasi su deguonies turinčiu vandeniu, korozija vyksta kitaip: vandenyje esantis deguonis suriša vandenilį, kuris sudaro apsauginį sluoksnį ant geležies paviršiaus (deguonies depoliarizacija). O juodoji geležis oksiduojama į geležį:
4Fe(OH)2 + H2O + O2 → 4Fe(OH)3,
nFe(OH) 3 + H 2 O + O 2 → xFeO yFe 2 O 3 zH 2 O.
Korozijos produktai šiuo atveju nesudaro apsauginio sluoksnio, glaudžiai šalia metalinio paviršiaus. Taip yra dėl tūrio padidėjimo, kuris atsiranda geležies hidroksidui pereinant į geležies oksido hidratą, ir geležies sluoksnio, pažeidžiamo korozijos, „brinkimo“. Taigi deguonies buvimas vandenyje žymiai pagreitina plieno koroziją vandenyje.
Elementai, kurie pirmiausia kenčia nuo korozijos, yra katilai, siurblių sparnuotės, plieniniai vamzdynai, čiaupai ir kt.
Kaip deguonis prasiskverbia per polietileno storį ir ištirpsta vandenyje? Šis procesas vadinamas dujų difuzija – procesas, kurio metu dujinė medžiaga gali prasiskverbti per amorfinės medžiagos storį dėl šių dujų dalinio slėgių skirtumo abiejose medžiagos pusėse. Energija, leidžianti dujoms praeiti per plastiko storį, atsiranda dėl deguonies dalinio slėgio skirtumo ore ir deguonies vandenyje. Dalinis deguonies slėgis ore normaliomis sąlygomis yra 0,147 baro. Dalinis slėgis visiškai deaeruotame vandenyje yra 0 barų (nepriklausomai nuo aušinimo skysčio slėgio) ir didėja, kai vanduo prisotinamas deguonimi.

Ryžiai. 8. VALTEC PEX-EVOH vamzdžio EVOH sluoksnis su x100 padidinimu
Nesunku kiekybiškai įvertinti žalą, kurią gali sukelti vamzdis be deguonies barjero.
Pavyzdžiui, paimkime šildymo sistemą su vamzdžiais iš kryžminio polietileno be deguonies barjero. Bendras 16 mm išorinio skersmens vamzdžių ilgis – 100 m. Šios sistemos veikimo metais į vandenį pateks:
K = D O 2 ( d n - 2 s) 2 l · z\u003d 650 (0,16 - 2 0,002) 2 100 365 \u003d 3416 g deguonies.
Aukščiau pateiktoje formulėje D O 2 - deguonies pralaidumo koeficientas, PEX vamzdžiams, kurių išorinis skersmuo 16 mm ir sienelės storis 2 mm, jis yra 650 g / m 3 · parą; d n ir s- išorinis dujotiekio skersmuo ir jo storis, atitinkamai, m, l– vamzdyno ilgis, m, z- operacijos dienų skaičius.
Aušinimo skystyje deguonis bus O 2 molekulių pavidalu.
Geležies, kuri pateko į oksidacijos reakciją, masę galima apskaičiuoti naudojant stechiometrinį juodosios geležies oksidacijos (2Fe + O 2 → 2FeO) ir vėlesnės oksidacijos iki geležies geležies (4FeO + O 2 → 2Fe 2 O 3) lygčių skaičiavimą. ).
Geležies oksidacijos reakcijoje jos masė bus lygi:
m Fe = m o2· n Fe· M Fe / (nAPIE 2 · M O2) = 3416 2 56 / (1 32) = 11 956
Šiame skaičiavime m Fe yra sureagavusios juodosios geležies masė, g, m o 2 yra deguonies masė, patekusi į reakciją, g, n Fe Ir nO2- į reakciją patekusios medžiagos kiekis: (geležis, Fe, - 2 mol, deguonis, \u003d taip, O 2, - 1 mol), M Fe Ir M O 2 - molinė masė (Fe - 56 g / mol; O 2 - 32 g / mol).
Geležies oksidacijos reakcijoje jos masė bus lygi:
m Fe = m o2· n Fe· M Fe / (nAPIE 2 · M O2) = 3416 4 56 / (3 32) = 7970
Čia su geležimi sureagavusios medžiagos kiekis ( n Fe) yra 4 mol deguonies ( nO2) - 3 mol.
Iš to išplaukia, kad į aušinimo skystį patekus 3416 g deguonies, bendras korozijos paveiktos geležies kiekis bus 11 956 g (11,9 kg), o 7 970 g (7,9 kg) geležies sudaro rūdžių sluoksnį ant plieninių sienelių, o 11 956 - 7 970 = 3 986 (3,98 kg) geležies liks dvivalenčios būsenos ir pateks į aušinimo skystį, jį užteršdama. Palyginimui: jei dujotiekio deguonies pralaidumą imsime kaip didžiausią leistiną pagal normas (0,1 g / m 3 parą), tada vandenyje ištirps 0,52 g deguonies per metus, o tai sukels ne daugiau kaip 1,82 g geležies, tai yra 6500 kartų mažiau.
Žinoma, ne visas į vamzdį patenkantis deguonis sąveikauja su geležimi, dalis deguonies sąveikaus su aušinimo skysčio priemaišomis, o dalis gali pasiekti deaeracijos stotį, kur vėl bus pašalinta iš aušinimo skysčio. Tačiau deguonies buvimo sistemoje pavojus yra labai didelis ir jokiu būdu neperdėtas.
Kartais publikacijose yra tokia frazė: „... automatinės orlaidės pašalins visą per dujotiekio sieneles patekusį deguonį“. Šis teiginys nėra visiškai teisingas, nes automatinė oro išleidimo anga gali išleisti deguonį tik tada, kai jis išsiskiria iš aušinimo skysčio. Ištirpusios dujos išsiskiria tik staigiai sumažinus srautą arba slėgį, o tai retai pasitaiko įprastose sistemose. Deguoniui pašalinti įrengiami specialūs pratekėjimo deaeratoriai, kuriuose smarkiai sumažėja greitis ir pašalinamos išsiskiriančios dujos. Ant ryžių. 9.1 Ir 9.2 rodomas įprastas oro išleidimo angos įrengimo variantas ir variantas su deaeracijos kamera. Pirmuoju atveju oro išleidimo anga pašalina tik nedidelį kiekį dujotiekyje susikaupusių dujų, antruoju - dujas, kurios priverstinai „ištraukiamos“ iš srauto dėl staigaus skerspjūvio padidėjimo ir greičio sumažėjimo.

Klaidinga nuomonė Nr. 8: „PEX vamzdžių temperatūrinis pailgėjimas yra daug kartų didesnis nei kitų medžiagų temperatūrinis pailgėjimas, dėl tokio didelio temperatūrinio pailgėjimo įtaisytas vamzdis sulaužo lygintuvą ir tinką...“
Kaip įprasta, šie mitai pagrįsti patikimais faktais (vamzdžio, pagaminto iš kryžminio polietileno, temperatūros pailgėjimas yra beveik 8 kartus didesnis nei metalo-plastikinio vamzdžio), tačiau išvada daroma klaidinga.
Norint išsiaiškinti, ar grindų lygintuvas sunaikins, ar ne, reikia suprasti procesus, vykstančius monolitiniame vamzdyje.
Atviroje vietoje nutiestas vamzdynas, kaitinamas iki tam tikros temperatūros, pradės ilgėti. Santykinį dujotiekio pailgėjimą lengva apskaičiuoti pagal formulę:
Δ L = k t · Δ t · L,
kur k t- vamzdžio medžiagos šiluminio pailgėjimo koeficientas, Δ t- skirtumas tarp aušinimo skysčio ir oro temperatūros montuojant vamzdį; L- vamzdyno ilgis.

Ryžiai. 10
Tačiau grindų lygintuvu vamzdis negali pailgėti, nes cemento-smėlio lygintuvas neleidžia jo šiluminiam plėtimuisi. Tokiu atveju kiekvienam dujotiekio prailginimo vienetui kaklaraištis suspaus jį tokiu pačiu atstumu. Galiausiai dujotiekis bus suspaustas grindų lygintuvu iki atstumo, lygaus jo šiluminiam pailgėjimui ( ryžių. vienuolika), jo ilgis nesikeis. Kyla klausimas, kur dingsta papildomas vamzdžio gabalas. Faktas yra tas, kad vamzdžiui suspausti reikia tam tikros jėgos. Pailginta vamzdžio dalis tiesiog virsta įtempimu, kurį vamzdis veikia grindų lygintuvui. O atsakymas į klausimą, ar lygintuvas atlaikys šiluminį vamzdžio įtempimą, priklauso tik nuo to, kokį įtempimą vamzdis darys lygintuvu.

Ryžiai. vienuolika
Įtempis, kurį vamzdynas daro grindų lygintuvui, gali būti įvertintas pagal Huko dėsnį, medžiagų tampriąją deformaciją. Įtampa, kurią duos vamzdis, bus lygi:
N = Δ L · s · e / L,
kur s yra dujotiekio sienelių skerspjūvio plotas, e yra dujotiekio medžiagos tamprumo modulis, L- vamzdyno ilgis.
Bet net jei konkrečiam vamzdžiui bus gauta tam tikra įtampos vertė, iš to bus mažai praktinės naudos, nes šią vertę reikia palyginti su didžiausiu leistinu grindų lygintuvo įtempimu, ir remiantis šiuo palyginimu galima padaryti išvadą apie šio vamzdžio naudojimas. Tačiau gana sunku apskaičiuoti didžiausią leistiną įtempį lygintuvu, o gauta vertė, kaip taisyklė, nebus tiksli, nes lygintuvu yra iškilimų ir įtempių koncentratorių ir pan.
Tačiau naudodami šią formulę galite palyginti dujotiekius tarpusavyje pagal įtampą, kurią jie veikia lygintuvui. Jei įtempių formulę pakeisime terminio pailgėjimo formule, gausime:
N = k t Δt L s e / L = k t t s e.
Metalinio plastiko vamzdžio, kurio skersmuo 16 mm, kai jis šildomas 50 ° C, lygintuvo įtempis yra:
N= 0,26 10-4 50 8,7 10-5 8400 = 9,5 10-4 MPa.
N= 1,9 10-4 50 8,7 10-5 670 = 5,5 10-4 MPa.
N= 0,116 10-4 50 16,2 10-5 200 000 = 187,9 10-4 MPa.
Taigi galima pastebėti, kad PEX lygintuvą apkrauna mažiau nei panašus metalo-plastiko vamzdis. Dujotiekio apkrova lygintuvui priklauso ne tik nuo vamzdyno šiluminio plėtimosi, bet ir nuo tamprumo modulio, kuris yra santykinai mažas kryžminiam polietilenui, lyginant su kitų rūšių medžiagomis. Plienas dėl didelio tamprumo modulio, nepaisant mažiausio šiluminio plėtimosi koeficiento, sukelia daug daugiau įtempių lygintuvu nei vamzdžiai su dideliu šiluminiu plėtimu.
Klaidinga nuomonė Nr. 9: „Negalite montuoti PEX vamzdžio naudojant presuojamas jungtis, nes temperatūros atminties savybė nėra įtraukta į sandarumo užtikrinimo procesą“.
Iki šiol PEX vamzdynams sujungti naudojamos dviejų tipų jungtys: presuojamos jungiamosios detalės ir jungiamosios detalės su suspaudimo mova.
Pirmiausia turite suprasti presavimo jungiamųjų detalių prijungimo mechanizmą:
Paspaudus jungiamąją detalę presavimo įrankiu, deformuojama išorinė plieninė įvorė, užspaudžiama polietileno sienelė. Kartu deformuojasi ir polietilenas, o dėl susikaupusio įtempio molekulių erdviniuose ryšiuose polietilenas linkęs grįžti į pradinę formą (formos atmintis). Kadangi plieno tamprumo modulis daug kartų didesnis nei skersinio polietileno tamprumo modulis, deformuojasi ne įvorė, o polietilenas, kuris giliau patenka į jungiamosios detalės griovelius ir užsandarina jungtį. Guminiai žiedai šiuo atveju atlieka du pagrindinius tikslus:
Pirmasis skambutis (įjungtas ryžių. 12 kairėje) yra už presavimo įrankio užspaudimo srities. Naudojamas sandarumui užtikrinti esant nedideliems jungiamosios detalės judesiams eksploatacijos metu (tokius judesius gali sukelti temperatūros svyravimai). EPDM (medžiagos, iš kurios gaminama sandarinimo guma) tamprumo modulis yra daug kartų mažesnis nei PEX elastingumo modulis, todėl ši medžiaga tokiais atvejais užpildo visas tuštumas, susidariusias dėl armatūros poslinkio.

Ryžiai. 12. VALTC PEX-EVOH vamzdžio suspaudimas presine jungtimi
Antrasis žiedas iš dalies yra suspaudimo zonoje (įjungtas ryžių. 12 Dešinėje). Šis žiedas nuolat apkraunamas iš plieninės movos. Jis skirtas kompensuoti polietileno ir žalvario šiluminio plėtimosi skirtumą. Staigiai įkaitus ar atvėsus armatūrai, gali susidaryti situacija, kai tarp jungiamosios detalės ir vamzdžio sienelės atsiranda mikronų tarpas, kuris, nors ir nesukels nuotėkio, ženkliai sumažins jungties tarnavimo laiką. Šis žiedas šiuo atveju užpildys susidariusį tarpą ir užtikrins sandarumą.
Vamzdžiai, pagaminti iš kryžminio polietileno, naudojant „b“ metodą, nemontuojami naudojant suspaudimo įvores jungiamąsias detales dėl to, kad tokio montavimo metu vamzdžio galas išplečiamas naudojant ištraukiklį. PEX-b trūkimo pailgėjimas, palyginti su PEX-a, yra mažesnis dėl stipresnių silano jungčių. Todėl PEX-b vamzdyno išplėtimo procedūra lemia mikroįtrūkimų kaupimąsi, kurie sutrumpina jungties tarnavimo laiką.
Presuojama jungtis užtikrina patikimą ir hermetišką dujotiekio fiksaciją per visą darbo laikotarpį.
Išvada
Viena vertus, šiuolaikinių medžiagų naudojimas lemia pigesnę gamybą, greitesnį montavimą, ekologiškumą ir saugumą. Visi šie veiksniai lemia žmogaus gyvenimo kokybės gerėjimą. Tačiau tuo pat metu nesveika konkurencija tarp šiuolaikinių medžiagų gamintojų sukelia vartotojų baimę suvokiant viską, kas nauja, taip pat gerokai apsunkina vienos ar kitos medžiagos pasirinkimą.

