|
vardas |
Vienetai. Keisti |
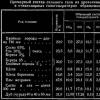
PHCCR100 (2000 x 530) |
|
Nominali spaudimo jėga |
||
|
Slankiklio smūgis |
||
|
Didžiausias atstumas tarp stalo ir slankiklio |
||
|
Atstumas nuo strypo ašies iki rėmo |
||
|
Stalo matmenys |
||
|
Slankiklio greitis * dirba * grąžinama |
||
|
Valdymo sistemos tipas |
elektrinis |
|
|
Nuimamo išlyginimo stalo matmenys |
||
|
Pavaros galia |
||
|
Bendri preso matmenys (be tinkamos lentelės): ilgis x plotis x aukštis |
1655x2640x1600 |
Hidraulinis presas skirtas ilgoms „Veneno“ tipo dalims tiesinti.
C formos rėmas:
Suvirintas karkasas pagamintas iš didelio storio plieno lakštų. Plienas yra karštai valcuotas ir yra visiškai vienalytis. Plienas įgijo pranašumą prieš ketų, kurio tamprumo modulis yra 170 kN/mm², o ne 210 kN/mm² plieno. (Tai reiškia, kad tam tikroje srityje plieninis rėmas su didesniu elastingumo moduliu bus mažiau jautrus iškraipymui nei ketaus.)
C-rėmas sukonstruotas taip, kad pagrindo lakštinė medžiaga turi kotą, kad būtų išvengta šlyties įtempių suvirinimo metu. Vietose, kur tempiamasis įtempis yra didžiausias, suvirinimo darbai nevykdomi.
CAD optimizuota monoblokinė struktūra.
Be to, presą galima montuoti be inžinerinių darbų ant lygaus paviršiaus, kuris atlaiko svorį ir dinaminę jėgą.
Lentelė
Stalas susideda iš masyvios plieninės plokštės, sumontuotos ant preso.
Ant stalo sumontuotos 2V formos matricos
Juose yra greito štampo keitimo sistema:
Rankinis keitimas ir spaustukas
Greitas ir paprastas įvairių antspaudų montavimas
Rankinis padėties nustatymas ir tvirtinimas.
V formos štampai palaikomi spyruokliniais rutuliais, kad būtų užtikrintas tiesinis judėjimas. Spaustuvas yra rankinis. Linijinis kreiptuvas yra presavimo stalo viduje. 
Rėmas ir pagrindinis hidraulinis cilindras:
Cilindro tipas: 1 dvigubo veikimo pagrindinis cilindras
Hidraulinis cilindras pagamintas iš plieninio cilindro ir stūmoklio koto.
Cilindro vidus yra kruopščiai apdirbtas pagal tikslumo standartus, perlenkiant arba valcuojant.
Standartiniai aukšto slėgio sandarikliai užtikrina sandarų sandarumą.
Stūmoklio kotas yra apsaugotas grandiklio sandarikliu, kad pašalintų bet kokius nešvarumus.
Visi cilindrų sandarikliai yra surūšiuoti, kad būtų užtikrintas ilgas tarnavimo laikas.
Apsauginis kaištis apsaugo cilindro strypą nuo sukimosi.

Lazerinis mikrometras (pasirinktinai)
Norint nustatyti nuokrypį ir tikslų skersmenį, presas aprūpintas didelio tikslumo greitaeigiu lazeriniu jutikliu bekontaktiniam matavimui.
Ant presavimo stalo sumontuotas elektroninis mikrometras, kuris matuoja, kol dalis sukasi.
Mikrometras naudoja lazerio spindulį skersmenims ir deformacijoms matuoti.
Nėra mechaninio kontakto su detalės paviršiumi.
Ši tiksli matavimo sistema yra apsaugota kompaktiškame ir sandariame korpuse ir tiesiogiai jungiama prie centrinės automatikos.
Charakteristikos:
Pakartojamumas iki 0,07 µm
Tiesioginis prijungimas prie kompiuterio/PLC per Profinet

Mikrometras
Norėdami nustatyti nuokrypį, presas turi mikrometrą
Ant preso stalo sumontuotas mechaninis mikrometras, kuris matuoja, kol dalis sukasi; rodmenys atliekami ekrane.
Yra netiesioginis mechaninis kontaktas su detalės paviršiumi.
Ši tiksli matavimo sistema yra apsaugota kompaktiškame ir sandariame korpuse ir yra prijungta prie centrinės automatikos vertėms nuskaityti.
Charakteristikos:
Tikslumas iki 1 mikrono
Hidraulinė įranga:
Hidraulinę įrangą daugiausia sudaro:
Alyvos bakas
Kintamo srauto siurblys (ašinis cilindrinis siurblys) leidžia reguliuoti greitį neprarandant galios.
Paskirstymo blokai, skirti pagrindinėms preso hidraulinėms funkcijoms atlikti
Įvairios pagalbinės priemonės, reikalingos tinkamam spaudos veikimui
Slėgio vožtuvas
Pagalbinė elektronika darbiniam slėgiui reguliuoti
Siurblys yra tiesiogiai prijungtas prie pagrindinio variklio.
Elektros įranga:
Elektros spinta,
Pagrindinė įtampa, 3x 400 voltų, 50 Hz
Galia 24 W DC
Elektros spinta sumontuota preso rėmo viduje ir pasiekiama iš galo.
Valdymo įranga priekiniame spaudos skydelyje
Norėdami suaktyvinti slankiklio judesius, turite naudoti vairasvirtę.
Valdymo skydelyje yra:
1. Daugiaspalvis ekranas leidžia:
Pasirinkite ciklo tipą (ciklo pabaiga = pasiektas slėgis)
Sureguliuokite maksimalų slėgį
Skaitiklių rodymas (gamyba, darbo valandos, ...)
Faktinės slankiklio padėties ir faktinio slankiklio slėgio rodymas
Mašinos klaidų rodymas tekstiniu formatu
2. Slėgio matuoklis
3. Valdymo ir indikatoriaus lemputės
4. Darbo režimo pasirinkimo jungiklis
5. Klaviatūra
6. Avarinis stabdymas
- Standartinė įranga:
- Vienos kolonėlės hidraulinis presas PHCcR100, 1 versija
- Siemens jutiklinis ekranas, kelių spalvų ekranas
- Mechaninis mikrometras
- Išlyginimo stalas 2000 x 530 mm
- Kintamo srauto siurblys: greičio reguliavimas neprarandant galios
- Rankinės ašys
- Įrankis: 2 vnt traukiklis, 2x7 V formos matrica, perforatorius
- Susidėvėjusių dalių remonto komplektas
- CE versija
- Projektinė dokumentacija 2 egzemplioriais rusų kalba, 2 kopijos popieriuje ir 1 kopija elektroninėje laikmenoje
Minimalaus užsakymo nėra (užsisakykite nuo bet kokios sumos ir kiekio). 100% išankstinis apmokėjimas arba apmokėjimas gavus (pristatant per kurjerį).
- Paimti: nemokamai
Adresas: m. Butyrskaya, g. Dobrolyubova 2s5 - Pristatymas Maskvoje per Maskvos žiedinį kelią: 500 rub.
- Pristatymas už Maskvos žiedinio kelio ribų: 50 rub./km
- Siuntimas į regionus: per transporto įmones: PEK, Business Lines, Energy, Ratek, KIT, Autotrading, Zheldorekspeditsiya, Vozovoz, Magic Trans ir kitas transporto įmones kliento pageidavimu.
Pristatymas į transporto įmonių terminalą: nemokamai - Pristatymas Maskvoje nemokamas užsakymams virš 30 000 rublių.
Pristatymo tvarkaraštis
Visi užsakymai, pateikti iki 17:00 val., gali būti atimami atsiimti arba bus išsiųsti kitą dieną. Prekės išsiunčiamos kitą dieną po lėšų gavimo į HydroVent LLC sąskaitą. Užsakymai po 17:00 pristatomi ir/arba atsiimti per 2 dienas. Nuolatiniams klientams galima prekes išsiųsti mokėjimo pavedimu su apmokėjimą patvirtinančiu banknotu.
Apmokėjimas už užsakymą
- Grynaisiais pinigais (kurjeriui gavus, atsiimant).
- Mokėjimas „Sberbank“ kvitu.
- Atsiskaitymas be grynųjų pinigų (pagal sąskaitą).
Teisingi hidrauliniai presai tiesinimui – velenų, ašių, vamzdžių tiesinimui
Labai dažnai bet kokio tipo gamyboje kyla klausimas: kaip ištiesinti veleną ar vamzdį? Kaip atkurti ir taisyti sulenktą ir deformuotą plieną? Mes žinome atsakymus į visus šiuos klausimus.
URALSTANCO SERVICE tiekia naujus modernius importinius išlyginimo presus, pagamintus Vokietijoje, Italijoje, taip pat siūlo rusiškus savo gamybos (Rusijos gamybos) išlyginimo presus.
TINKAMŲ HIDROPRESŲ PASKIRTIS, TAIKYMAS IR NAUDOJIMAS
Vertikalūs pramoniniai hidrauliniai presai skirti šalinti šaltoje būsenoje esančių dalių defektus: deformacijas, kreivumą, lenkimą, detalių ir ruošinių lenkimą po netinkamo laikymo, transportavimo, po terminio apdorojimo, grūdinimo, dengimo, purškimo.
Presai gali būti naudojami detalių taisymui ir restauravimui.
Presuojant pašalinami tokie ruošinių defektai kaip: išgaubimas, įgaubimas, ašinis netiesiškumas ir neplokštumas, deformacija, atraminių ir pagalbinių paviršių iškrypimas.
Jais tiesinami ilgi ir ilgi gaminiai bei įvairūs besisukantys korpusai – ašis, velenas, vamzdis, velenų ruošiniai ir vamzdiniai ruošiniai, jėgos cilindrai, hidrauliniai cilindrai, pneumatiniai cilindrai, strypai, valcavimo ritinėliai, kardaniniai ir kardaniniai velenai, laiptuoti velenai, lygūs kaltiniai. , ilgi varžtai, rotoriai, sraigto ir laivo velenai, gręžimo vamzdžiai ir vamzdžių vamzdžiai.
HIDRAULINIS PRESSAS AŠIŲ VELENŲ TIPO DALIŲ IŠTEINIMO, VAMZDŽIO su judančiu gaminiu

dalių forma - cilindrinė, kvadratinė, daugiakampė, varžtai.
HYDRA.PRESS SU MOBILIA SOLONĖLE, TAIŠINANT ir detalių kreivumą koreguojant – rankiniu būdu ir CNC


Presas juda palei stacionarų gaminį, ištiesindamas jį tinkamoje vietoje.
ceche užima minimaliai vietos.
HIDRAULINIS TIESINIMO PRESAS VAMZDŽIAMS AR VELENŲ TIESINIMO stacionariu gaminiu ir kilnojamu presu



Portalo presas - portalas su cilindru juda stacionariu vamzdžiu, kurio pagalba atliekamas tiesinimas. Užima minimaliai vietos dirbtuvėse.
Pagal specialų užsakymą pagaminsime automatinio koregavimo kompleksą su CNC.
Veleno tiesinimo technologija
tiesinamas gaminys ar dalis tvirtinama specialiame korekciniame įtaise, kuriame gaminys gali laisvai suktis aplink savo ašį, gaminys sukamas ir pažymėtos tiesinamos vietos.
Jei velenas stipriai sulenktas, tiesinimas atliekamas su atvirkštiniu įlinkimu.
velenas po ištiesinimo turi turėti minimalų nutekėjimą ir nukrypimus.
TEISINGOS DUOMENYS
Tiesinimas – tai defektų, iškreipiančių ruošinio formą plastinės deformacijos būdu, pašalinimo procesas.Tiesinami ruošiniai vadinami brokuotais. Technologinį procesą atlikta korekcija vadinama ištiesinta.
Gaminių iš metalų ir lydinių mašininis tiesinimas leidžia pašalinti gaminio formos iškraipymus, taip pat išorinius geometrinius defektus – skerspjūvio – profilio geometrinės formos teisingumo pažeidimą.
Kreivumas gali būti bendras išilgai arba vietinis.
Kreivumo tipai:
1. pjautuvo formos (pjautuvo formos)
2. lankinis
3. sukimas
4. banguotumas
5. boksiškumas yra banguotumas išilgine ir skersine kryptimi - įdubimai ir išgaubimai turi didelį mastą
6. kreivumas – cilindrinio gaminio ašies nuokrypis.
7. nukrypimas nuo lygumo
8. nukrypimas nuo tiesumo (išgaubtas ir įgaubtas)
Tiesinimas pagerina ilgų ir lakštinių gaminių, veleno tipo gaminių (lygių, laiptuotų, alkūninių velenų ir kt.), taip pat tokių ruošinių, kaip: kvadratiniai ruošiniai, karštai valcuotas apvalus plienas, kalibruotas plienas, paviršiaus kokybę ir geometrinės formos tikslumą. strypai, juostiniai ruošiniai.

Taip pat tiesinami besiūliai karštai valcuoti vamzdžiai, storasieniai ir plonasieniai, šaltai valcuoti, šaltai tempti, gręžtiniai vamzdžiai (leistinas 1 mm kreivumas 1 metrui).
Tiesinimas naudojamas ištaisyti išlinkimus, deformacijas ir iškraipymus, kurie atsiranda, kai:
· valcuotų gaminių, kaltinių ir detalių terminis apdorojimas. Metalui vėsstant, atsiranda įtempiai, kurie deformuoja detalę.
· šildymas gamybos ir surinkimo metu
· pakrovimo ir iškrovimo technologijos pažeidimas
· netinkamas transportavimas ir sandėliavimas
Tiesinimas užtikrina didesnio tikslumo ruošinių gamybą Mašininio tiesinimo technologiniai procesai atliekami plastikinio lenkimo ir tempimo arba suspaudimo metodais.
Ištisiniam tiesinimui naudojamos ritininės staklės, protarpiniam tiesinimui, kai lenktos atkarpos tiesinamos po vieną, naudojami hidrauliniai presai.
Ruošiniai tiesinami karštai ir šaltai (tiesinimas šaltuoju būdu).
Karštas tiesinimas naudojamas jėgai sumažinti.
Teisingą darbą atlieka veikiantis tiesintuvas.
Norint gauti tiesias ir nelenktas dalis, naudojami tiesūs presai su mažu stūmoklio greičiu.
Tiesinimo įrankį sudaro viršutinis smogtuvas ir pamušalas, taip pat dvi kilnojamos prizmės (tvarstymo prizmės).
Tiesinimui dažniausiai naudojamas C formos vertikalus tiesinimo presas. Atvira erdvė palengvina prieigą tvarkant ilgas dalis.Presas susideda iš lovos, siurblio bloko ir prailginto išlyginimo stalo.
Tiesinamas gaminys tvirtinamas kūginiuose centruose (fiksuotais arba slankiojančiais) arba ritinėliais - gaminio įlinkiai valdomi ciferblatu. Volai yra būtini, kad palengvintų dalių sukimąsi tiesinimo proceso metu.
Centrai ir ritinėliai yra spyruokliniai ir gali siūbuoti ant pirštų, įkištų į kairįjį ir dešinįjį vežimėlius, kurie laisvai juda išilgai išlyginimo stalo kreiptuvų, todėl tiesinimą galima atlikti daugelyje taškų.
Jį valdo svirtimi sujungtas skirstytuvo presas.Tiesintuvas taip pat gali valdyti atramų pertvarkymą (atstumą tarp atraminių prizmių), ritininio konvejerio judėjimą, ritinėlių sukimąsi. Po korekcijos, kai stūmoklis juda aukštyn, spyruoklės automatiškai nustato ruošinį į valdymo padėtį.
Tiesinimo metu tiesintuvas turi vengti pernelyg didelio detalės lenkimo.
Tiesintuvas tikrina korekcijos kokybę, naudodamas indikatoriaus galvutę, ar ant kontroliuojamų paviršių nenutrūksta.
tinkami įrankiai, tinkami įrankiai.
Ruošiniai paduodami po presu per ritininį konvejerį su varomais arba nevaromais volais.
Šildomo išlyginimo atveju prie preso įrengiama krosnis, nes kylant temperatūrai didėja plastiškumas, mažėja stiprumas ir atsparumas deformacijoms.
Slėgio tiesinimo (plastinės deformacijos) metu keičiasi ruošinio mikrostruktūra ir makrostruktūra.
Ištiesinimo jėga priklauso nuo ruošinio pjovimo ir atstumo tarp atramų.
Jei tiesinimo jėga yra nepakankama - lenkimas gali būti elastingas - tokiu atveju ruošinys, pašalinus apkrovą, atstatys savo pirminę formą ir dydį - šis reiškinys vadinamas spyruokliavimu.
Kuo kietesnis metalas ir kuo didesnis jo takumo stiprumas, tuo didesnė spyruoklė.
Todėl būtina, kad tiesinimo preso jėga būtų didesnė už deformuoto metalo takumo ribą - 0,25-1%.
Tiesinant atsiranda elastinės ir plastinės deformacijos, elastinė deformacija pasireiškia atvirkštinės elastinės deformacijos pavidalu.
Norint ištiesinti kreivą atkarpą, reikia ne tik sulenkti, bet ir šiek tiek palenkti priešinga kryptimi – suteikti priešingą kreivumą, atsižvelgiant į tai, kad nuėmus apkrovą atsiras spyruoklės ir atkarpa taps beveik plokščia.Karšto tiesinimo metu nėra spyruoklių.

KOKYBĖS KONTROLĖ
Šios operacijos metu tikrinamos gaminio geometrinės formos Tinkamais laikomi tie gaminiai, kurių matmenų nuokrypiai neviršija technologų nurodytų leistinų nuokrypių tolesniam apdirbimui.
Apvaliems velenams ir cilindrinėms dalims - sukdami gaminį ir indikatoriaus galvutę patikrinkite paviršiaus išsiveržimą - įdubimas yra lygus pusei indikatoriaus rodmenų amplitudės.
Tinkamą gatavų ruošinių formą galima nustatyti vizualiai arba naudojant šablonus ir matavimo įrankius.
Kai presas aprūpintas elektroninėmis matavimo sistemomis ir jutikliais, informaciją iš jų galima perkelti į CNC sistemą tolesniam apdorojimui.
PLOKŠČIŲJŲ IR LAKŠČIŲ RUOŠIŲ, VALČIUOTO LAKŠTO IR LAKŠČIO TIESINIMAS
Ilgi lakštai ir valcuoti lakštai tiesinami kelių ritinių lakštų tiesinimo staklėmis (tiesinimo voleliais). Tiesinama dalis kelis kartus praleidžiama per volelius.
Norint ištiesinti mažus ruošinius, tiesinimas naudojamas hidrauliniuose presuose tiesinimo štampelyje. Antspaudas susideda iš 2 masyvių plokščių – viena plokštelė montuojama ant stalo, kita – ant skaidrės. Štampo plokščių darbiniai paviršiai yra trijų tipų: lygūs (naudojami esant žemiems redagavimo kokybės reikalavimams), taškiniai (storiems ruošiniams), vafliniai (mažo storio dalims).
Trumpoms cilindrinėms detalėms tiesinti galima naudoti dviejų ritinėlių tiesinimą – tarp dviejų ta pačia kryptimi besisukančių ritinėlių ritinėliai vienas kito atžvilgiu sukasi skirtingu greičiu.
Mūsų įmonės paslaugos: hidraulinių presų remontas, hidraulinių presų modernizavimas, presų takelažo darbai, išmontavimas, naujos įrangos montavimas, naujų specialių presų gamyba, kūrimas pagal užsakovo reikalavimus, nestandartinių presų projektavimas.
.jpg) |
|
| Jekaterinburgas, Pervouralskas, Kamenskas-Uralskis, Nižnij Tagilas, Čeliabinskas, Miasas, Zlatoustas, Magnitogorskas, Orskas, Kurganas, Orenburgas, Tiumenė, Ufa, Kazanė, Iževskas, Kirovas | nemokamas pristatymas |
| Nižnij Novgorodas, Vladimiras, Čeboksarai, Penza, Tambovas, Samara, Saratovas | pristatymo kaina 70 000 rublių |
| Volgogradas, Astrachanė, Voronežas, Kurskas, Orelis, Lipeckas, Belgorodas | |
| Maskva, Kaluga, Riazanė, Tverė, Smolenskas, Brianskas | pristatymo kaina 95 000 rublių |
| Kazachstanas | pristatymo kaina 100 000 rublių |
| Krasnodaras, Rostovas prie Dono, Stavropolis, Taganrogas | pristatymo kaina 120 000 rublių |
| Sankt Peterburgas, Petrozavodskas, Archangelskas, Pskovas, Syktyvkaras, Salechardas | pristatymo kaina 110 000 rublių |
| Omskas, Tomskas, Novosibirskas, Surgutas, Nižnevartovskas, Barnaulas | pristatymo kaina 85 000 rublių |
| Krasnojarskas, Kemerovas, Irkutskas, Ulan Udė, Chabarovskas, Komsomolskas prie Amūro, Vladivostokas | patikrinti transportavimo išlaidas |
Tuo atveju, kai plaktuko smūgio jėga neužtikrina ištiesinimo, naudojami rankiniai sraigtiniai presai, kuriais galima atlikti vamzdžių, velenų, juostinio ir kampinio plieno tiesinimo darbus. Tiesinimo darbus atlieka du darbuotojai: vienas suka presavimo smagratį, o kitas montuoja ir laiko taisomą ruošinį bei kontroliuoja tiesinimo kokybę.
1 mokomoji užduotis tiesinti vamzdžius ir velenus atliekama tokia seka.
1. Ant presavimo stalo įrengiamos dvi prizmės, ant kurių uždedamas lenktas velenas arba vamzdis taip, kad prizminis antgalis ant preso strypo būtų didžiausio išlinkimo vietoje (61 pav., a). Siekiant išvengti įlenkimų, tarp antgalio ir volelio dedami tarpikliai.
Ryžiai. 61. Vamzdžių ir velenų tiesinimas rankiniu sraigtiniu presu:
a - darbų priėmimas; b - antgalio padėtis ant varžto; c - ritinėlio patikrinimas centruose
2. Smagratis sklandžiai sukasi, o varžto galas nukreipiamas į lenkimo tašką. Tada varžtas spaudžiamas ant veleno, kurį reikia taisyti, kol jis išsitiesins. Dėl pernelyg didelių tiesinimo jėgų velenas arba vamzdis gali pasilenkti atgal, todėl tolesnis tiesinimas gali būti sunkesnis.
3. Nuėmus veleną (vamzdį), tiesinimo kokybę galima patikrinti šiais būdais:
- akimis - sukant volą aplink savo ašį;
- išilgai prošvaisa - ritinėlį sukant ant paviršiaus plokštės;
- centruose su kreida (61 pav., c).
2 mokymo užduotis tiesinti kampinį plieną atliekama taip.
1. Prizmė montuojama ant presavimo stalo. Į prizmę dedamas deformuotas kampinis ruošinys, o tarp flanšų sumontuotas grūdinto plieno volas (62 pav., a).

Ryžiai. 62. Kampo redagavimas rankiniu presu:
a - volelio padėtis kampe; b - darbų priėmimas
2. Pasukite presavimo varžtą ir prispauskite prizminį antgalį ant volelio. Volelis, prispaudęs kampinių flanšų lenktas vietas prizmės kampiniuose paviršiuose, suteikia kampui tinkamą formą (62, 6 pav.).
Esant dideliam lenkimo išlinkimui, kampas su voleliu perkeliamas išilgai prizmės kampinės įdubos ir varžto spaudimu atkuriama teisinga kampo forma.
3. Redagavimas baigiamas, kai lentynos yra tiesios išilgai akies arba ant plokštės šviesa, o skersinis lentynų išdėstymas atliekamas naudojant kvadratą.
3 mokomoji užduotis tiesinti sukietėjusias dalis.
Po grūdinimo (terminio apdorojimo) plieninės dalys kai kuriais atvejais deformuojasi, sukietėjusių dalių tiesinimo būdas vadinamas tiesinimu. Tiesinimas atliekamas ant plokščios ketaus arba plieninės plokštės, naudojant plaktuką su sukietinta ir užapvalinta siaura smogtuvo puse
Tiesinimas atliekamas tokia seka.
1. Ant kairės rankos užsimaukite kumštinę pirštinę. Dešinėje rankoje paimkite plaktuką, į kairę – sukietintą juostelę ir užsiimkite darbinę padėtį.
2. Juostelė dedama ant tinkamos plokštės taip, kad jos plokštuma gulėtų ant plokštės įgaubta puse į viršų.

Ryžiai. 63. Sukietėjusių detalių tiesinimo technika
3. Plaktuko smūgiai atliekami skersai plokštumos juostos sąlyčio su plokšte taške (63 pav.), nes jei smūgio plaktuku momentas nėra tvirtas, smūgis gali būti nukreiptas į kairę pusę. ranka. Plaktuko smūgiai atliekami pradedant nuo lenkimo krašto ir palaipsniui artėjant prie jo vidurio. Būtina reguliuoti smūgio jėgą priklausomai nuo juostos storio ir jos kreivumo dydžio; Kuo didesnis kreivumas ir storesnė juostelė, tuo stipresni turėtų būti smūgiai. Pataisius juostelę, smūgio jėga turėtų susilpnėti. Smogdamas plaktuku mokinys turėtų žiūrėti tik į smūgio tašką.