Если говорить о характеристиках вольтовой дуги, то стоит упомянуть, что она отличается более низким напряжением, чем тлеющий разряд, и полагается на термоэлектронное излучение электронов от электродов, поддерживающих дугу. В англоязычных странах этот термин считается архаичным и устаревшим.
Методы подавления дуги можно использовать для уменьшения ее продолжительности или вероятности образования.
В конце 1800-х годов вольтова дуга широко использовалась для общественного освещения. Некоторые электрические дуги низкого давления используются во многих приложениях. Например, для освещения применяются люминесцентные лампы, ртутные, натриевые и металлогалогенные лампы. Ксеноновые дуговые лампы использовались для кинопроекторов.
Открытие вольтовой дуги
Считается, что это явление впервые было описано сэром Хамфри Дэви в статье 1801 года, опубликованной в Journal of Natural Philosophy, Chemistry and Arts Уильяма Николсона. Однако явление, описанное Дэви, не было электрической дугой, но лишь искрой. Поздние исследователи писали: «Это, очевидно, описание не дуги, а искры. Суть первой заключается в том, что она должна быть непрерывной, и ее полюса не должны соприкасаться после того, как она возникла. Искра, созданная сэром Хамфри Дэви, была явно не непрерывной, и хотя в течение некоторого времени после контакта с атомами углерода оставалась заряженной, скорее всего не было соединения дуги, которое необходимо для ее классификации как вольтовой».
В том же году Дэви публично продемонстрировал эффект перед Королевским обществом, передав электрический ток через два соприкасающихся угольных стержня, а затем оттянув их на небольшое расстояние друг от друга. Демонстрация показала «слабую» дугу, с трудом отличимую от устойчивой искры, между точками древесного угля. Научное сообщество предоставило ему более мощную батарею из 1000 пластин, и в 1808 году он продемонстрировал возникновение вольтовой дуги в крупных масштабах. Ему также приписывают ее название на английском языке (electric arc). Он назвал ее дугой, потому что она принимает форму восходящего лука, когда расстояние между электродами становится близким. Это связано с проводящими свойствами раскаленного газа.

Как появилась вольтова дуга? Первая непрерывная дуга была зафиксирована независимо в 1802 г. и описана в 1803 г. как «специальная жидкость с электрическими свойствами» русским ученым Василием Петровым, экспериментирующий с медно-цинковой батареей, состоящей из 4200 дисков.
Дальнейшее изучение
В конце девятнадцатого века вольтова дуга широко использовалась для общественного освещения. Тенденция электрических дуг к мерцанию и шипению была серьезной проблемой. В 1895 году Герта Маркс Айртон написала серию статей об электричестве, объяснив, что вольтова дуга была результатом контакта кислорода с углеродными стержнями, используемыми для создания дуги.
В 1899 году она была первой женщиной, когда-либо читавшей свой собственный доклад перед Институтом инженеров-электриков (IEE). Ее доклад был озаглавлен как «Механизм электрической дуги». Вскоре после этого Айртон была избрана первой женщиной-членом Института инженеров-электриков. Следующая женщина была принята в институт аж в 1958 году. Айртон подала прошение прочесть доклад перед Королевским научным обществом, но ей не разрешили сделать этого из-за ее пола, и «Механизм электрической дуги» был прочитан Джоном Перри вместо нее в 1901 году.
Описание
Электрическая дуга представляет собой вид с наибольшей плотностью тока. Максимальная сила тока, проводимого по дуге, ограничена только внешней средой, а не самой дугой.

Дуга между двумя электродами может быть инициирована ионизацией и тлеющим разрядом, когда ток через электроды увеличивается. Пробивное напряжение электродного зазора представляет собой комбинированную функцию давления, расстояния между электродами и типа газа, окружающего электроды. Когда начинается дуга, ее напряжение на клеммах намного меньше, чем у тлеющего разряда, а ток выше. Дуга в газах вблизи атмосферного давления характеризуется видимым светом, высокой плотностью тока и высокой температурой. Она отличается от тлеющего разряда примерно одинаковыми эффективными температурами как электронов, так и положительных ионов, и в тлеющем разряде ионы имеют гораздо меньшую тепловую энергию, чем электроны.
При сваривании
Вытянутая дуга может быть инициирована двумя электродами, первоначально находящимися в контакте и разнесенными в процессе эксперимента. Это действие может инициировать дугу без высоковольтного тлеющего разряда. Это способ, которым сварщик начинает сваривать соединение, мгновенно прикасаясь сварочным электродом к предмету.
Другим примером является разделение электрических контактов на переключателях, реле или автоматических выключателях. В высокоэнергетических схемах может потребоваться подавление дуги, чтобы предотвратить повреждение контактов.
Вольтова дуга: характеристики
Электрическое сопротивление вдоль непрерывной дуги создает тепло, которое ионизует больше молекул газа (где степень ионизации определяется температурой), и в соответствии с этой последовательностью газ постепенно превращается в тепловую плазму, которая находится в тепловом равновесии, поскольку температура относительно однородно распределяется по всем атомам, молекулам, ионам и электронам. Энергия, передаваемая электронами, быстро диспергируется с более тяжелыми частицами за счет упругих столкновений из-за их большой подвижности и больших чисел.

Ток в дуге поддерживается термоэлектронной и полевой эмиссией электронов на катоде. Ток может быть сконцентрирован в очень малой горячей точке на катоде - порядка миллиона ампер на квадратный сантиметр. В отличие от тлеющего разряда, дуга имеет мало различимую структуру, поскольку положительный столбец достаточно яркий и простирается почти до электродов с обоих концов. Падение катода и падение анода в несколько вольт происходит в пределах доли миллиметра каждого электрода. Положительный столбец имеет более низкий градиент напряжения и может отсутствовать в очень коротких дугах.
Низкочастотная дуга
Низкочастотная (менее 100 Гц) дуга переменного тока напоминает дугу постоянного тока. На каждом цикле дуга инициируется пробоем, и электроды меняют роли, когда ток меняет направление. По мере увеличения частоты тока не хватает времени для ионизации при расхождении на каждом полупериоде, и пробой больше не нужен для поддержания дуги - характеристика напряжения и тока становится более омической.
Место среди прочих физических явлений
Различные формы электрических дуг являются возникающими свойствами нелинейных моделей тока и электрического поля. Дуга встречается в заполненном газом пространстве между двумя проводящими электродами (часто из вольфрама или углерода), что приводит к возникновению очень высокой температуры, способной плавить или испарять большинство материалов. Электрическая дуга представляет собой непрерывный разряд, в то время как аналогичный электрический искровой разряд является мгновенным. Вольтова дуга может возникать либо в цепях постоянного тока, либо в цепях переменного. В последнем случае она может повторно ударяться о каждом полупериоде возникновения тока. Электрическая дуга отличается от тлеющего разряда тем, что плотность тока довольно велика, а падение напряжения внутри дуги низкое. На катоде плотность тока может достигать одного мегаампера на квадратный сантиметр.

Разрушительный потенциал
Электрическая дуга имеет нелинейную зависимость между током и напряжением. Как только дуга будет создана (либо путем прогрессирования из тлеющего разряда, либо путем мгновенного касания электродов, а затем разделения их), увеличение тока приводит к более низкому напряжению между дуговыми терминалами. Этот эффект отрицательного сопротивления требует, чтобы какая-то положительная форма импеданса (как электрического балласта) была помещена в цепь для поддержания стабильной дуги. Это свойство является причиной того, что неконтролируемые электрические дуги в аппарате становятся настолько разрушительными, ведь после своего возникновения дуга будет потреблять все больше тока от источника постоянного напряжения до тех пор, пока устройство не будет уничтожено.
Практическое применение
В промышленном масштабе электрические дуги используются для сварки, плазменной резки, механической обработки электрическим разрядом, в качестве дуговой лампы в кинопроекторах и в освещении. Электродуговые печи используются для производства стали и других веществ. Карбид кальция получают именно таким образом, поскольку для достижения эндотермической реакции (при температурах 2500 °С) требуется большое количество энергии.
Углеродистые дуговые огни были первыми электрическими огнями. Они использовались для уличных фонарей в XIX веке и для создания специализированных устройств, таких как прожекторы, до Второй мировой войны. Сегодня электрические дуги низкого давления используются во многих областях. Например, для освещения используются люминесцентные лампы, ртутные, натриевые и металлогалогенные лампы, а ксеноновые дуговые лампы используются для кинопроекторов.

Формирование интенсивной электрической дуги, подобно мелкомасштабной дуговой вспышке, является основой взрывоопасных детонаторов. Когда ученые узнали, что такое вольтова дуга и как ее можно использовать, разнообразие мирового вооружения пополнилось эффективной взрывчаткой.
Основным оставшимся применением является высоковольтное распределительное устройство для сетей передачи. Современные устройства также используют гексафторид серы под высоким давлением.

Заключение
Несмотря на частоту ожогов вольтовой дугой, она считается очень полезным физическим явлением, до сих пор широко использующимся в промышленности, производстве и создании декоративных предметов. Она обладает своей эстетикой, и ее образ часто мелькает в научно-фантастических фильмах. Поражение вольтовой дугой не является смертельным.
Электрическая дуга - это электрический разряд в газах. Газ сам по себе является изолятором, в нем нет носителей тока. При образовании в газе большого количества электрически заряженных частиц - свободных электронов с отрицательным знаком заряда и положительно и отрицательно заряженных ионов газ начинает проводить ток.
При контакте торца электрода с основным металлом выделяется большое количество тепла, в результате чего ускоряется движение свободных электронов.
При отрыве электрода от основного металла в межэлектродном промежутке электроны сталкиваются с нейтральными атомами газа и ионизируют их, т.е. разделяют на ионы с разными знаками заряда. В результате газ становится электропроводным. Виды эмиссии (выхода) электронов с поверхности торца электрода:
- термоэлектронная эмиссия;
- автоэлектронная эмиссия;
- фотоэлектронная эмиссия;
- эмиссия электронов за счет потоков тяжелых ионов.
На стабильное горение дуги оказывают влияние процессы образования (ионизации) свободных электронов и ионов в объеме нейтрального газа электрической дуги. Рассмотрим виды ионизации в электрическом разряде.
Ионизация соударением. Движение электронов сильно ускоряется под действием электрического поля в катодной области. Они встречают на своем пути нейтральные атомы газов, ударяются о них и выбивают электроны. Ионизация нагревом (термическая ионизация). Образование ионов в газовой среде наблюдается при температуре выше 1750°С. Ионизация нагревом протекает за счет неупругих столкновений частиц газа с большим запасом кинетической энергии. Ионизация облучения (фотоионизация). При этом ионизация газов в электрической дуге вызывает воздействие на газовый промежуток энергии светового излучения. Ионизация излучением будет происходить в том случае, если энергия световых квантов превысит энергию, необходимую для ионизации частиц газа.
Свойства сварочной дуги
Зажигание сварочной дуги начинается с момента касания электродом свариваемого металла, т.е. с короткого замыкания.
На рис. 1 приведена последовательность процессов при зажигании сварочной дуги.
Так как торец электрода и поверхность свариваемого металла имеют неровности, то контакт между ними при коротком замыкании происходит в отдельных точках (рис. 1а).
Рис.1. Последовательность зажигания сварочной дуги
а - короткое замыкание; б - образование перемычки из жидкого металла; в - возникновение дуги
Поэтому плотность тока в точках контакта достигает больших значений, металл мгновенно расплавляется, образуя перемычку из жидкого металла между электродом и свариваемым металлом (рис. 1б).
При отводе электрода от поверхности металла на некоторую длину, называемую длиной дуги L, жидкая перемычка растягивается с уменьшение сечения, затем в момент достижения металлом перемычки температура кипения испаряется и происходит разрыв перемычки (рис. 1в).
Образуется разрядный промежуток, который заполняется заряженными частицами паров металла, покрытия электрода и газов. Так возникает сварочная дуга, которая представляет собой светящийся столб нагретого газа, состоящего из электронов, ионов и нейтральных атомов.
Это состояние газа называется плазмой, которая электрически нейтральна, так как в ней количество положительных и отрицательных частиц одинаково.
Температура столба дуги выше температуры точки кипения металла электрода и изделия, и конец электрода и изделие отделены от столба дуги промежуточными газовыми слоями, называемыми приэлектродными областями дуги, (рис. 2).
Рис. 2. Схема сварочной дуги.
1 - электроды; 2 - катодное пятно; 3 - катодная область; 4 - столб дуги; 5 - анодная область; 6 - анодное пятно; 7 - сварочная ванна; 8 - свариваемая деталь.
В катодной области 3 из катодного пятна 2 происходит эмиссия электронов в столб дуги 4, где они ионизируют нейтральные атомы.
В катодной области на длине в доли миллиметра сосредоточена значительная часть напряжения дуги, которое называется катодным падением напряжения и достигает 10...16 В.
В анодной области 5 около анодного пятна 6 происходит резкое падение напряжения на длине свободного пробега электрона. Это падение напряжения называется анодным падением напряжения, величина которого составляет 6…8 В. На этом участке электроны резко увеличивают скорость своего движения и нейтрализуются на анодном пятне. Анод получает энергию от дуги в виде потока электронов и теплового излучения, поэтому температура анодной области выше температуры катодной области, и на аноде выделяется большое количество тепла.
При сварке на постоянном токе прямой полярности температура в различных зонах сварочной дуги:
- в середине столба дуги - около 6000°С;
- в анодной области - 2600°С;
- в катодной области - 2400°С;
- в сварочной ванне – 1700…2000 °С.
При сварке на переменном токе распределение тепла дуги и температура в катодной и анодной областях примерно одинаково (катодная область на электроде).
Электрическая сварочная дуга – это длительный электрический разряд в плазме, которая представляет собой смесь ионизированных газов и паров компонентов защитной атмосферы, присадочного и основного металла.
Дуга получила свое название от характерной формы, которую она принимает при горении между двумя горизонтально расположенными электродами; нагретые газы стремятся подняться вверх и этот электрический разряд изгибается, принимая форму арки или дуги.
С практической точки зрения дугу можно рассматривать как газовый проводник, который преобразует электрическую энергию в тепловую. Она обеспечивает высокую интенсивность нагрева и легко управляема посредством электрических параметров.
Общей характеристикой газов является то, что они в нормальных условиях не являются проводниками электрического тока. Однако, при благоприятных условиях (высокая температура и наличие внешнего электрического поля высокой напряженности) газы могут ионизироваться, т.е. их атомы или молекулы могут освобождать или, для электроотрицательных элементов наоборот, захватывать электроны, превращаясь соответственно в положительные или отрицательные ионы. Благодаря этим изменениям газы переходят в четвертое состояние вещества называемого плазмой, которая является электропроводной.
Возбуждение сварочной дуги происходит в несколько этапов. Например, при сварке МИГ/МАГ, при соприкосновении конца электрода и свариваемой детали возникает контакт между микро выступами их поверхностей. Высокая плотность тока способствует быстрому расплавлению этих выступов и образованию прослойки жидкого металла, которая постоянно увеличивается в сторону электрода, и в конце концов разрывается.

В момент разрыва перемычки происходит быстрое испарение металла, и разрядный промежуток заполняется ионами и электронами возникающими при этом. Благодаря тому, что к электроду и изделию приложено напряжение электроны и ионы начинают двигаться: электроны и отрицательно заряженные ионы - к аноду, а положительно заряженные ионы – к катоду, и таким образом возбуждается сварочная дуга. После возбуждения дуги концентрация свободных электронов и положительных ионов в дуговом промежутке продолжает увеличиваться, так как электроны на своем пути сталкиваются с атомами и молекулами и "выбивают" из них еще больше электронов (при этом атомы, потерявшие один и более электронов, становятся положительно заряженными ионами). Происходит интенсивная ионизация газа дугового промежутка и дуга приобретает характер устойчивого дугового разряда.
Через несколько долей секунды после возбуждения дуги на основном металле начинает формироваться сварочная ванна, а на торце электрода – капля металла. И спустя еще примерно 50 – 100 миллисекунд устанавливается устойчивый перенос металла с торца электродной проволоки в сварочную ванну. Он может осуществляться либо каплями, свободно перелетающими дуговой промежуток, либо каплями, которые сначала образуют короткое замыкание, а затем перетекают в сварочную ванну.

Электрические свойства дуги определяются процессами, протекающими в ее трех характерных зонах – столбе, а также в приэлектродных областях дуги (катодной и анодной), которые находятся между столбом дуги с одной стороны и электродом и изделием с другой.
Для поддержания плазмы дуги при сварке плавящимся электродом достаточно обеспечить ток от 10 до 1000 ампер и приложить между электродом и изделием электрическое напряжение порядка 15 – 40 вольт. При этом падение напряжения на собственно столбе дуги не превысит нескольких вольт. Остальное напряжение падает на катодной и анодной областях дуги. Длина столба дуги в среднем достигает 10 мм, что соответствует примерно 99% длины дуги. Таким образом, напряженность электрического поля в столбе дуги лежит в пределах от0,1 до 1,0 В/мм. Катодная и анодная области, напротив, характеризуются очень короткой протяженностью (около 0.0001 мм для катодной области, что соответствует длине свободного пробега иона, и 0.001 мм для анодной, что соответствует длине свободного пробега электрона). Соответственно, эти области имеют очень высокую напряженность электрического поля (до 104 В/мм для катодной области и до 103 В/мм для анодной).
Экспериментально установлено, что для случая сварки плавящимся электродом падение напряжения в катодной области превышает падение напряжения в анодной области: 12 – 20 В и 2 – 8 В соответственно. Учитывая то, что выделение тепла на объектах электрической цепи зависит от тока и напряжения, то становится понятным, что при сварке плавящимся электродом больше тепла выделяется, в той области, на которой падает больше напряжения, т.е. в катодной. Поэтому при сварке плавящимся электродом используется, в основном, обратная полярность подключения тока сварки, когда катодом служит изделие для обеспечения глубокого проплавления основного металла (при этом положительный полюс источника питания подключают к электроду). Прямую полярность используют иногда при выполнении наплавок (когда проплавление основного металла, напротив, желательно чтобы было минимальным).
В условиях сварки ТИГ (сварка неплавящимся электродом) катодное падение напряжения, напротив, значительно ниже анодного падения напряжения и, соответственно, в этих условиях больше тепла выделяется уже на аноде. Поэтому при сварке неплавящимся электродом для обеспечения глубокого проплавления основного металла изделие подключают к положительной клемме источника питания (и оно становится анодом), а электрод подключают к отрицательной клемме (таким образом, обеспечивая еще и защиту электрода от перегрева).
При этом, независимо от типа электрода (плавящийся или неплавящийся) тепло выделяется, в основном, в активных областях дуги (катодной и анодной), а не в столбе дуги. Это свойство дуги используется для того, чтобы плавить только те участки основного металла, на которые направляется дуга.
Те части электродов, через которые проходит ток дуги, называют активными пятнами (на положительном электроде – анодным, а на отрицательном – катодным пятном). Катодное пятно является источником свободных электронов, которые способствуют ионизации дугового промежутка. В то же время к катоду устремляются потоки положительных ионов, которые его бомбардируют и передают ему свою кинетическую энергию. Температура на поверхности катода в области активного пятна при сварке плавящимся электродом достигает 2500 … 3000 °С.

Lк - катодная область; Lа - анодная область (Lа = Lк = 10 -5 -10 -3 см); Lст - столб дуги; Lд - длина дуги; Lд = Lк + Lа + Lст
К анодному пятну устремляются потоки электронов и отрицательно заряженных ионов, которые передают ему свою кинетическую энергию. Температура на поверхности анода в области активного пятна при сварке плавящимся электродом достигает 2500 … 4000°С. Температура столба дуги при сварке плавящимся электродом составляет от 7 000 до 18 000°С (для сравнения: температура плавления стали равна примерно 1500°С).
Влияние на дугу магнитных полей
При выполнении сварки на постоянном токе часто наблюдается такое явление как магнитное. Оно характеризуется следующими признаками:
Столб сварочной дуги резко откланяется от нормального положения;
- дуга горит неустойчиво, часто обрывается;
- изменяется звук горения дуги - появляются хлопки.
Магнитное дутье нарушает формирование шва и может способствовать появлению в шве таких дефектов как непровары и несплавления. Причиной возникновения магнитного дутья является взаимодействие магнитного поля сварочной дуги с другими расположенными близко магнитными полями или ферромагнитными массами.

Столб сварочной дуги можно рассматривать как часть сварочной цепи в виде гибкого проводника, вокруг которого существует магнитное поле.
В результате взаимодействия магнитного поля дуги и магнитного поля, возникающего в свариваемой детали при прохождении тока, сварочная дуга отклоняется в сторону противоположную месту подключению токопровода.

Влияние ферромагнитных масс на отклонение дуги обусловлено тем, что вследствие большой разницы в сопротивлении прохождению магнитных силовых линий поля дуги через воздух и через ферромагнитные материалы (железо и его сплавы) магнитное поле оказывается более сгущенным со стороны противоположной расположению массы, поэтому столб дуги смещается в сторону ферромагнитного тела.

Магнитное поле сварочной дуги увеличивается с увеличением сварочного тока. Поэтому действие магнитного дутья чаще проявляется при сварке на повышенных режимах.
Уменьшить влияние магнитного дутья на сварочный процесс можно:
Выполнением сварки короткой дугой;
- наклоном электрода таким образом, чтобы его торец был направлен в сторону действия магнитного дутья;
- подведением токоподвода ближе к дуге.
Уменьшить эффект магнитного дутья можно также заменой постоянного сварочного тока на переменный, при котором магнитное дутье проявляется значительно меньше. Однако необходимо помнить, что дуга переменного тока менее стабильна, так как из-за смены полярности она погасает и зажигается вновь 100 раз в секунду. Для того, чтобы дуга переменного тока горела стабильно необходимо использовать стабилизаторы дуги (легкоионизируемые элементы), которые вводят, например, в покрытие электродов или во флюс.
Электрическая дуга представляет собой вид разряда, характеризующийся большой плотностью тока, высокой температурой, повышенным давлением газа и малым падением напряжения на дуговом промежутке. При этом имеет место интенсивное нагревание электродов (контактов), на которых образуются так называемые катодные и анодные пятна. Катодное свечение концентрируется в небольшом ярком пятне, раскаленная часть противоположного электрода образует анодное пятно.
В дуге можно отметить три области, весьма различные по характеру протекающих в них процессов. Непосредственно к отрицательному электроду (катоду) дуги прилегает область катодного падения напряжения. Далее идет плазменный ствол дуги. Непосредственно к положительному электроду (аноду) прилегает область анодного падения напряжения. Эти области схематично показаны на рис. 1.

Рис. 1. Строение электрической дуги
Размеры областей катодного и анодного падения напряжении на рисунке сильно преувеличены. В действительности их протяженность очень мала Например, протяженность катодного падения напряжения имеет величину порядка пути свободного движения электрона (меньше 1 мк). Протяженность области анодного падения напряжения обычно несколько больше этой величины.
В обычных условиях воздух является хорошим изолятором. Так, необходимое для пробоя воздушного промежутка в 1 см напряжение составляет 30 кВ. Чтобы воздушный промежуток стал проводником, необходимо создать в нем определенную концентрацию заряженных частиц (электронов и ионов).
Как возникает электрическая дуга
Электрическая дуга, представляющая собой поток заряженных частиц, в начальный момент расхождения контактов возникает в результате наличия свободных электронов газа дугового промежутка и электронов, излучаемых с поверхности катода. Свободные электроны, находящиеся в промежутке между контактами перемещаются с большой скоростью по направлению от катода к аноду под действием сил электрического поля.
Напряженность поля в начале расхождения контактов может достигать нескольких тысяч киловольт на сантиметр. Под действием сил этого поля вырываются электроны с поверхности катода и перемещаются к аноду выбивая из него электроны, которые образуют электронное облако. Созданный таким путем первоначальный поток электронов образует в дальнейшем интенсивную ионизацию дугового промежутка.
Наряду с ионизационными процессами, в дуге параллельно и непрерывно идут процессы деионизации. Процессы деионизации состоят а том, что при сближении двух ионов разных знаков или положительного иона и электрона они притягиваются и, сталкиваясь, нейтрализуются, кроме того, наряженные частицы перемещаются из области горения душ с большей концентрацией зарядов в окружающую среду с меньшей концентрацией зарядов. Все эта факторы приводят к понижению температуры дуги, к ее охлаждению и погасанию.

Рис. 2. Электрическая дуга
Дуга после зажигания
В установившемся режиме горения дут ионизационные и деионизационные процессы в ней находятся в равновесии. Ствол дуги с равным количеством свободных положительных и отрицательных зарядов характеризуется высокой степенью ионизации газа.
Вещество, степень ионизации которого близка к единице, т.е. в котором нет нейтральных атомов и молекул, называют плазмой.
Электрическая дуга характеризуется следующими особенностями:
1. Ясно очерченной границей между стволом дуги и окружающей средой.
2. Высокой температурой внутри ствола дуга, достигающей 6000 - 25000K.
3. Высокой плотностью тока и стволе дуги (100 - 1000 А/мм 2).
4. Малыми значениями анодного и катодного падения напряжения и практически не зависит от тока (10 - 20 В).
Вольт-амперная характеристика электрической дуги
Основной характеристикой дуги постоянного тока является зависимость напряжения дуги от тока, которая называется вольт-амперной характеристикой (ВАХ).
Дуга возникает между контактами при некотором напряжении (рис. 3), называемом напряжением зажигания Uз и зависящим от расстояния между контактами, от температуры и давления среды и от скорости расхождения контактов. Напряжение гашения дуги Uг всегда меньше напряжения U з.
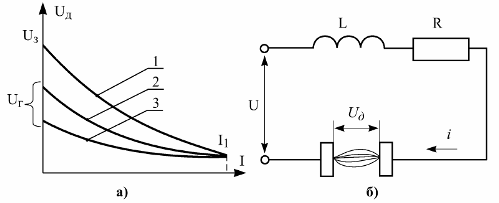
Рис. 3. Вольт-амперная характеристика дуги постоянного тока (а) и ее схема замещения (б)
Кривая 1 представляет собой статическую характеристику дуги, т.е. получаемую при медленном изменении тока. Характеристика имеет падающий характер. С ростом тока напряжение на дуге уменьшается. Это означает, что сопротивление дугового промежутка уменьшается быстрее, чей увеличивается ток.
Если с той или иной скоростью уменьшать ток в дуге от I1 до нуля и при этом фиксировать падение напряжения на дуге, то получатся кривые 2 и 3. Эти кривые носят название динамических характеристик.
Чем быстрее уменьшать ток, тем ниже будут лежать динамические ВАХ. Это объясняется тем, что при снижении тока такие параметры дуги, как сечение ствола, температура, не успевают быстро измениться и приобрести значения, соответствующие меньшему значению тока при установившемся режиме.
Падение напряжения на дуговом промежутке:
Ud = U з + EdId ,
где U з = U к + U а - околоэлектродное падение напряжения, Ed - продольный градиент напряжения в дуге, Id - дина дуги.
Из формулы следует, что с увеличением длины дуги падение напряжения на дуге будет увеличиваться, и ВАХ будет располагаться выше.
С электрической дугой борются при конструировании коммутационных электрических аппаратов. Свойства электрической дуги используются в и в .
Принцип электродуговой сварки основан на использовании температуры электрического разряда, возникающего между сварочным электродом и металлической заготовкой.
Дуговой разряд образуется вследствие электрического пробоя воздушного промежутка. При возникновении этого явления происходит ионизация молекул газа, повышение его температуры и электропроводности, переход в состояние плазмы.
Горение сварочной дуги сопровождается выделением большого количества световой и особенно тепловой энергии, вследствие чего резко повышается температура, и происходит локальное плавление металла заготовки. Это и есть сварка.
В процессе работы, для того, чтобы возбудить дуговой разряд, производится кратковременное касание заготовки электродом, то есть, создание короткого замыкания с последующим разрывом металлического контакта и установлением требуемого воздушного зазора. Таким способом выбирается оптимальная длина сварочной дуги.
При очень коротком разряде электрод может прилипать к заготовке, плавление происходит чересчур интенсивно, что может привести к образованию наплывов. Длинная дуга отличается неустойчивостью горения и недостаточно высокой температурой в зоне сварки.
Неустойчивость и видимое искривление формы сварочной дуги часто можно наблюдать при работе промышленных сварочных агрегатов с достаточно массивными деталями. Это явление называется магнитным дутьем.
Суть его заключается в том, что сварочный ток дуги создает некоторое магнитное поле, которое взаимодействует с магнитным полем, создаваемым током, протекающим через массивную заготовку.
То есть, отклонение дуги вызывается магнитными силами. Дутьем процесс назван потому, что дуга отклоняется, как будто под воздействием ветра.
Радикальных способов борьбы с этим явлением нет. Для уменьшения влияния магнитного дутья применяют сварку укороченной дугой, а также располагают электрод под определенным углом.
Среда горения
Существует несколько различных сварочных технологий, использующих электродуговые разряды, отличающиеся свойствами и параметрами. Электрическая сварочная дуга имеет следующие разновидности:
- открытая. Горение разряда происходит непосредственно в атмосфере;
- закрытая. Образующаяся при горении высокая температура вызывает обильное выделение газов от сгорающего флюса. Флюс содержится в обмазке сварочных электродов;
- в среде защитных газов. В этом варианте, в зону сварки подается газ, чаще всего, это гелий, аргон или углекислый газ.
Защита зоны сварки необходима для предотвращения активного окисления плавящегося металла под воздействием кислорода воздуха.
Слой окисла препятствует образованию сплошного сварного шва, металл в месте соединения приобретает пористость, в результате чего снижается прочность и герметичность стыка.
В какой-то мере дуга сама способна создавать микроклимат в зоне горения за счет образования области повышенного давления, препятствующего притоку атмосферного воздуха.
Применение флюса позволяет более активно выдавливать воздух из зоны сварки. Использование среды защитных газов, подаваемых под давлением, решает эту задачу практически полностью.
Продолжительность разряда
Кроме критериев защищенности, дуговой разряд классифицируется по продолжительности. Существуют процессы, в которых горение дуги происходит в импульсном режиме.

В таких устройствах сварка осуществляется короткими вспышками. За время вспышки, температура успевает возрасти до величины, достаточной для локального расплавления небольшой зоны, в которой образуется точечное соединение.
Большинство же применяемых сварочных технологий использует относительно продолжительное по времени горение дуги. В течение сварочного процесса происходит постоянное перемещение электрода вдоль соединяемых кромок.
Область повышенной температуры, создающая , перемещается вслед за электродом. После перемещения сварочного электрода, следовательно, и дугового разряда, температура пройденного участка снижается, происходит кристаллизация сварочной ванны и образование прочного сварного шва.
Структура дугового разряда
Область дугового разряда условно принято делить на три участка. Участки, непосредственно прилегающие к полюсам (аноду и катоду), называют соответственно, анодным и катодным.
Центральную часть дугового разряда, расположенную между анодной и катодной областями, называют столбом дуги. Температура в зоне сварочной дуги может достигать нескольких тысяч градусов (до 7000 °C).
Хотя тепло не полностью передается металлу, его вполне хватает для расплавления. Так, температура плавления стали для сравнения составляет 1300-1500 °C.
Для обеспечения устойчивого горения дугового разряда необходимы следующие условия: наличие тока порядка 10 Ампер (это минимальное значение, максимум может достигать 1000 Ампер), при поддержании напряжения дуги от 15 до 40 Вольт .
Падение этого напряжения происходит в дуговом разряде. Распределение напряжения по зонам дуги происходит неравномерно. Падение большей части приложенного напряжения происходит в анодной и катодной зонах.
Экспериментальным путем установлено, что при , наибольшее падение напряжения наблюдается в катодной зоне. В этой же части дуги наблюдается наиболее высокий градиент температуры.
Поэтому, при выборе полярности сварочного процесса, катод соединяют с электродом, когда хотят добиться наибольшего его плавления, повысив его температуру. Наоборот, для более глубокого провара заготовки, катод присоединяют к ней. В столбе дуги падает наименьшая часть напряжения.
При производстве сварочных работ неплавящимся электродом, катодное падение напряжения меньше анодного, то есть, зона повышенной температуры смещена к аноду.
Поэтому, при этой технологии, заготовка подключается к аноду, чем обеспечивается хороший ее прогрев и защита неплавящегося электрода от излишней температуры.
Температурные зоны
 Следует заметить, что при любом виде сварки, как плавящимся, так и неплавящимся электродом, столб дуги (его центр) имеет самую высокую температуру – порядка 5000-7000 °C, а иногда и выше.
Следует заметить, что при любом виде сварки, как плавящимся, так и неплавящимся электродом, столб дуги (его центр) имеет самую высокую температуру – порядка 5000-7000 °C, а иногда и выше.
Зоны наиболее низкой температуры располагаются в одной из активных областей, катодной или анодной. В этих зонах может выделяться 60-70% тепла дуги.
Кроме интенсивного повышения температуры заготовки и сварочного электрода, разряд излучает инфракрасные и ультрафиолетовые волны, способные оказывать вредное влияние на организм сварщика. Это обусловливает необходимость применения защитных мер.
Что касается сварки переменным током, понятие полярности там не существует, так как положение анода и катода изменяется с промышленной частотой 50 колебаний в секунду.
Дуга в этом процессе обладает меньшей устойчивостью по сравнению с постоянным током, ее температура скачет. К преимуществам сварочных процессов на переменном токе, можно отнести только более простое и дешевое оборудование, да еще практически полное отсутствие такого явления, как магнитное дутье, о котором сказано выше.
Вольт-амперная характеристика
На графике представлены кривые зависимости напряжения источника питания от величины сварочного тока, называемые вольт–амперными характеристиками сварочного процесса.

Кривые красного цвета отображают изменение напряжения между электродом и заготовкой в фазах возбуждения сварочной дуги и устойчивого ее горения. Начальные точки кривых соответствуют напряжению холостого хода источника питания.
В момент возбуждения сварщиком дугового разряда, напряжение резко снижается вплоть до того периода, когда параметры дуги стабилизируются, устанавливается значение тока сварки, зависящее от диаметра применяемого электрода, мощности источника питания и установленной длины дуги.
С наступлением этого периода, напряжение и температура дуги стабилизируются, и весь процесс приобретает устойчивый характер.

