V famiglia comune elementi di fissaggio, un rivetto è considerato una delle opzioni di fissaggio più affidabili. Si distingue per la possibilità di formare un legamento di fissaggio chiuso, che determina la resistenza e la durata della struttura collegata. Un'altra cosa è che l'uso del principio di fissaggio passante non è sempre tecnicamente consentito. Tuttavia, ci sono tipi diversi rivetti che differiscono per design e altre caratteristiche, il che consente loro di essere utilizzati efficacemente in una varietà di campi.
Principali caratteristiche degli elementi di fissaggio
Dal punto di vista della scelta di questo hardware caratteristica principaleè la dimensione. Vengono presi in considerazione diversi parametri, tra cui il diametro dell'asta. Può essere da 1 a 36 mm con una lunghezza da 2 a 180 mm. Allo stesso tempo, non si dovrebbe pensare che un grande spessore sia direttamente correlato alla forza del rivetto. Le barre d'acciaio con uno spessore di 10 mm possono essere molto più resistenti degli elementi tubolari di rame, il cui diametro supera i 20 mm. Tuttavia, molto dipende dalla natura dei carichi applicati: a volte è più vantaggioso utilizzare parti tubolari a parete sottile.
I modelli di rivetti con una testa semicircolare bassa hanno solo una piccola gamma di indicatori di spessore, da 1 a 10 mm, e la lunghezza in questo caso varia da 4 a 80 mm. I prodotti con testa piatta hanno uno spessore compreso tra 2 e 36 mm con una lunghezza di 4-180 mm. Le parti più lunghe sono tipi di rivetti semi-nascosti che possono essere utilizzati in nicchie con una profondità di circa 200 mm.
Classificazione del progetto

Esistono molte versioni e modifiche di questo hardware. Lo standard è considerato un elemento distanziatore, che viene utilizzato nella connessione di materiali da costruzione sciolti, morbidi e fragili. La testa inversa di questo rivetto si piega durante l'installazione, il che consente di distribuire il carico lungo vasta area Con rovescio. Per lavorare con il legno, vengono utilizzati modelli a petalo. Al momento dell'installazione, l'asta si apre e forma pieghe di petali, che, a loro volta, danno un arresto all'indietro e fissano il materiale. Di norma, questi sono rivetti in alluminio che possono farcela pannelli luminosi. Interessanti anche i prodotti multi-clamp, pensati per collegare materiali di diverso spessore. Il nodo che si forma in questo caso è universale, quindi viene spesso utilizzato dove non ci sono idee chiare sulle dimensioni dei pezzi. L'opzione tecnologicamente più avanzata è offerta dagli sviluppatori di modelli a cassetta. In questo progetto, gli elementi di bloccaggio di spinta possono essere rappresentati da decine di livelli. In questo caso, solo un'asta fungerà da base portante.
Classificazione dei materiali

La maggior parte dei rivetti sono realizzati in metallo. In particolare vengono utilizzati alluminio, acciaio, ottone e rame. Quasi tutti i modelli di questo tipo sono soggetti a requisiti elevati in termini di protezione dalla corrosione. Anche i rivetti in alluminio e rame sono caratterizzati da duttilità e peso ridotto. Gli elementi di fissaggio in acciaio sono più spesso utilizzati nelle strutture in cui è necessario garantire una resistenza sufficiente.
Diffuso anche l'uso di rivetti in plastica. Sono realizzati principalmente in poliammide, che è anche in grado di fornire forti connessioni. Naturalmente, in termini di forza, questa opzione perderà contro il metallo. Ma se i rivetti zincati inossidabili a lungo termine non sono in grado di garantire una protezione costantemente elevata contro l'umidità, la plastica inizialmente non entra in reazioni distruttive durante tali contatti. Inoltre, la poliammide non conduce elettricità e interagisce in modo ottimale con materiali in compositi e fibra di vetro. Oggi i tecnologi stanno sviluppando metodi per la saldatura a caldo di rivetti in plastica e fissati materiali compositi, che crea una struttura monolitica.
Rivetti ciechi e filettati

La presenza di una filettatura rende i rivetti legati ad altra ferramenta, ma in questo caso viene implementato il metodo di fissaggio a doppia faccia. Cioè, il corpo dell'elemento viene introdotto nel foro preparato, dopodiché la seconda parte del manicotto viene introdotta dall'altro lato mediante torsione. Questo metodo ha i suoi vantaggi sotto forma di affidabilità e facilità di implementazione, ma non è sempre possibile implementarlo. Pertanto, i modelli di scarico sono più spesso utilizzati. Se i rivetti filettati richiedono una torsione per garantire una fissazione rigida elemento ausiliario, poi principio di scarico comporta la deformazione della struttura alla fine per creare una fermata. Questo può essere il citato principio del distanziatore, e l'ispessimento della struttura tubolare, nonché altri modi per deformare la punta del rivetto per fissarlo.
Tecnica di installazione

L'operazione viene eseguita in più fasi. Per prima cosa viene creato un foro con un trapano, lungo la linea di cui verrà inserita la parte. Quasi tutti i tipi di rivetti devono essere installati in nicchie, il cui diametro è maggiore del 10-15% rispetto allo spessore dell'asta utilizzata. La densità di occorrenza in questo caso non ha importanza. Il dispositivo di fissaggio è integrato nel foro preparato in modo che la sua testa si trovi sul retro della superficie di lavoro.
In questa fase, gli approcci all'installazione possono variare. I modelli filettati possono essere riparati con le tue mani, senza l'uso di uno strumento speciale. Tuttavia, i rivetti in acciaio di tipo esplosivo o l'hardware distanziatore vengono deformati solo con l'aiuto di dispositivi speciali. La rivettatura si effettua con martelli elettrici o con martello a pistone, dipende dal tipo di fissaggio.
Dove si usa il rivetto?
Principalmente questo fermo utilizzato nel settore edile e Lavoro di riparazione. Strutture massicce non possono essere collegate da questa tecnologia, ma da finiture materiali decorativi sotto forma di pannelli, fogli e lastre sono spesso attaccati in questo modo. La producibilità e l'accuratezza della fissazione consentono l'uso di tale hardware nella produzione. Ad esempio, i rivetti in alluminio collegano in modo affidabile i pannelli di truciolare. Gli elementi in acciaio vengono utilizzati sui trasportatori per la costruzione di macchine durante l'installazione lamiere e dettagli.
Conclusione

Il metodo di bloccaggio su entrambi i lati presenta molti vantaggi rispetto ad altri elementi di fissaggio. Ma ha anche i suoi difetti. Il fatto è che la maggior parte dei morsetti di questo tipo non sono progettati per lo smontaggio. Ad esempio, i tipi di rivetti esplosivi possono essere definiti usa e getta, nel senso che possono essere installati solo in un posto senza possibilità di reinstallazione. Questo fatto è importante non tanto dal punto di vista economico quanto dal punto di vista tecnico, come una sfumatura di equipaggiare permanentemente la parte target con l'hardware. Sarà possibile rimuovere il rivetto solo deformando i prodotti collegati, ma anche in questo caso sarà impossibile un'ulteriore installazione con la ferramenta rimossa.
Il più antico e il più modo affidabile connessioni materiale in fogli con l'ausilio di rivetti viene ancora utilizzato nelle giunzioni metalliche più critiche. Il rivetto opportunamente selezionato resiste al carico non peggio giunto di saldatura. Per vibrazioni o carichi alternati, i rivetti non hanno ancora trovato niente di meglio.
Tipi di rivetti
Non ci sono tante varietà di rivetti come potrebbe sembrare a prima vista:
- Un semplice rivetto multiuso secondo GOST 10299 80. Sono facili da distinguere per la loro forma a fungo, chiamata anche sistema a testa di chiusura. Un tale rivetto è caratterizzato da un'elevata resistenza e durata sotto qualsiasi carico;
- Un rivetto a strappo viene utilizzato per "aggraffare" due lamiere nei casi in cui l'accesso alle lamiere da unire è possibile solo da un lato. I parametri e la descrizione sono determinati da GOST 15973-2005;
- I rivetti filettati sono considerati i più tecnologicamente avanzati, sono più comodi da usare e consentono di creare una connessione pieghevole, DIN 7338.
Importante! I materiali per i giunti rivettati devono avere una certa plasticità e tenacità, pertanto per la loro fabbricazione vengono utilizzati acciaio dolce, rame e leghe di alluminio.
Applicazione di rivetti
La scelta di parametri specifici e tipi di elementi di fissaggio è determinata da tre criteri principali:
- Garantire la forza necessaria della connessione, tenendo conto opzioni aggiuntive e requisiti di cucitura;
- Capacità tecnologiche delle apparecchiature per lavorare con tipo specifico collegamento a rivetto;
- Fattibilità economica dell'utilizzo di un giunto rivettato;
Dadi per rivetti filettati
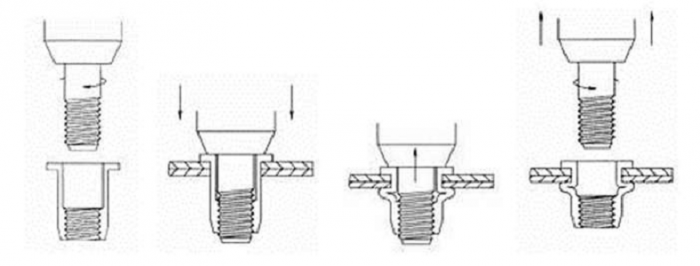
Metodo di connessione utilizzando rivetti filettati oggi può essere definito il più versatile. L'idea di base alla base della connessione è l'idea geniale di fissare il corpo del rivetto nel foro di rivettatura. Per questi scopi viene utilizzata una rivettatrice per rivetti filettati. La struttura filettata stessa è un manicotto cavo con una filettatura interna.

Quando si effettua una connessione, questo manicotto viene inserito foro praticato e allineato in modo che le parti collegate si adattino perfettamente l'una all'altra. Successivamente, l'asta della rivettatrice viene avvitata nel foro filettato all'interno del pezzo. La parete frontale del manicotto è fissata dalla superficie di appoggio dell'utensile, impedendo la fuoriuscita del rivetto dal foro. Per rivettare il manicotto, l'asta della rivettatrice si muove con grande forza verso la superficie di appoggio. Allo stesso tempo, il manicotto viene schiacciato e precipitato, formando così una forte connessione fissa.

L'asta della rivettatrice esce liberamente dal corpo della boccola. I rivetti più comunemente usati sono in alluminio, ottone o rame. L'utilizzo di questi ultimi è limitato dal costo elevato, per cui vengono installati nei casi in cui è necessario garantire un buon contatto elettrico tra le superfici da unire.
I vantaggi di una connessione a rivetto filettato includono il suo "basso trauma". Durante il funzionamento dell'asta rivettatrice, il metallo da unire non subisce grandi carichi o deformazioni. È facile collegare un metallo a parete sottile o un profilo di una configurazione complessa con una boccola filettata. Tali elementi di fissaggio sono ampiamente utilizzati nell'assemblaggio elettrodomestici, nel collegamento di singole unità di rivestimento di automobili, nella fabbricazione di vari tipi di strutture da cartone ondulato.

Rivetti ciechi
Lo svantaggio dei tipi di rivettatura filettati è il loro costo elevato e la velocità relativamente bassa di realizzazione dei collegamenti. Pertanto, nei casi in cui le lamiere da unire, il profilo debba essere collegato utilizzando diverse centinaia o migliaia di punti, applicare vista di scarico rivetti.

Questi possono essere acciaio, hardware in ottone, rivetti in alluminio, alluminio e leghe di silicio. A differenza della filettatura, nello schema di scarico, la deformazione del manicotto viene eseguita utilizzando un'asta con un ispessimento all'estremità, premuta nel corpo del manicotto di montaggio. Come nel caso precedente, per ribaltare il corpo del rivetto, la sua estremità viene premuta contro la superficie di appoggio della rivettatrice, dopo l'allineamento, l'asta centrale viene estratta con forza di alcuni millimetri. Di conseguenza, le pareti del manicotto si deformano, formando una connessione in un unico pezzo sufficientemente forte. Il gambo dell'asta molto spesso si rompe o viene tagliato a livello del taglio della manica.


Per tua informazione ! Il circuito di scarico fornisce molto buona velocità rivetti in metallo.
Design classico del rivetto
I rivetti in acciaio, standardizzati dai requisiti della GOST 10299 80 sovietica, sono considerati l'hardware principale per le lamiere rivettate nell'ingegneria meccanica e il più delle volte collegano strutture in acciaio ad alto carico utilizzate nel settore edile. Ad esempio, nei telai e negli assiemi di supporto. vantaggio forma classicaè la possibilità di collegare due superfici in lamiera con uno spessore superiore a 30 mm.

In alcuni casi, GOST 10299 80 consente connessioni di montaggio fino a 35 mm. A differenza dei precedenti tipi di rivetti, rivetto classico impostare solo se è presente una superficie di appoggio sul rovescio del piano di connessione. Questo è necessario per compensare carico d'urto lungo il gambo del rivetto.
La tecnologia di rivettatura viene eseguita nel seguente ordine:
- La linea lungo la quale verrà eseguita l'installazione del giunto a rivetto è contrassegnata da punti per la foratura del metallo da unire.
- I fogli di metallo vengono fissati utilizzando dispositivi meccanici come morsetti o addirittura saldatura a punti. I punti estremi di installazione del fissaggio sono perforati, in cui sono inseriti perni metallici di centraggio. In questo caso, il diametro dei fori viene scelto secondo le raccomandazioni di GOST 10299 80 di circa il 10% in più rispetto al diametro del corpo del gambo.
- Un hardware viene inserito nel foro praticato in modo che la testa si trovi sul retro della superficie da unire. Anche la lunghezza del dispositivo di fissaggio è selezionata in base a GOST 10299 80. Ciò garantirà la formazione di una seconda testa da un gambo di dimensioni normali dopo che è stato rivettato con un martello o un percussore elettrico.
Per tua informazione! Le dimensioni selezionate secondo GOST 10299 80 forniscono la massima resistenza della connessione.

Quando si sceglie un'asta di diametro più sottile, la sua forza potrebbe non essere sufficiente per una connessione rigida. In questo caso, la forza di taglio in direzione radiale è in grado di spezzare a sua volta la maggior parte delle connessioni. Dopo la rivettatura, il metallo di fissaggio dovrebbe riempire completamente i fori con una leggera interferenza.
Non trascurare le raccomandazioni di GOST 10299 80 nella scelta della lunghezza del gambo di fissaggio. Un gambo troppo lungo impedirà la corretta deformazione e assestamento del metallo. Troppo corto non formerà una seconda testa dimensioni richieste e forza.
Per aumentare la duttilità, è possibile riscaldare i rivetti realizzati con determinati tipi di acciaio alta temperatura con teste forgiate e fissaggi temprati. Rivetti in alluminio, rame, ottone prima dell'installazione possono essere trattati con liquidi speciali che prevengono lo sviluppo di corrosione elettrochimica.
Conclusione
Nonostante la notevole complessità di installazione e un certo arcaismo degli elementi di fissaggio rivettati, i giunti rivettati sono ancora ampiamente utilizzati nella costruzione di aerei, navi, ponti ferroviari. Pertanto, nei prossimi 20-30 anni, la natura e il metodo di utilizzo del giunto a rivetto molto probabilmente non cambieranno.
Il riscaldamento dei rivetti deve essere uniforme su tutta la lunghezza. Non è consentito inserire rivetti freddi nel foro e riscaldare l'estremità sporgente con un bruciatore, poiché tale riscaldamento non fornisce tensione nel giunto del rivetto.
I rivetti in acciai St2, St3, Yukp, 20kp vengono riscaldati fino a 1050 - 1100 C nei forni di riscaldamento, mediante il metodo dell'elettrocontatto nei riscaldatori elettrici. La qualità della rivettatura viene verificata visivamente e battendo i rivetti. La forma dei tasselli, se necessario, è controllata mediante dime, e lo scarso adattamento delle teste è controllato con sonde.
Materiale e durezza delle molle. I rivetti possono essere riscaldati in forni o forni elettrici. La rivettatura viene eseguita sia manualmente che con l'ausilio di martelli rivettatori pneumatici. L'uso di quest'ultimo facilita e accelera notevolmente il processo di rivettatura e cede buona qualità. La rivettatura è realizzata mediante crimpature. I rivetti devono essere posizionati centralmente rispetto all'asse dell'asta e completamente crimpati. Non sono ammesse distorsioni, cedimenti, crepe e rotture lungo il bordo delle teste dei rivetti.
I rivetti vengono anche riscaldati con il metodo dell'elettrocontatto dopo essere stati inseriti nelle parti da rivettare.
Rivettatura con punzone a doppia azione. Evitare il riscaldamento dei rivetti Metallo a grana grossa.
È necessario evitare di riscaldare i rivetti oltre i 1000 C, che provoca metallo a grana grossa.
Processi rivettatura a caldo include il riscaldamento dei rivetti (temperatura per gli acciai St. I rivetti vengono riscaldati in forni a carbone, petrolio, gas ed elettrici e con una piccola quantità di lavoro nei forni. La produttività del forno è di circa 300 rivetti all'ora e i forni sono di circa 50 rivetti. Il anche il metodo di riscaldamento del contatto elettrico è conveniente (produttività fino a 1000 rivetti per presa di riscaldamento), tuttavia il suo svantaggio è l'impossibilità di ottenere un riscaldamento uniforme su tutta la lunghezza del rivetto.
Con una vasta scala di lavoro, il riscaldamento dei rivetti viene effettuato nelle fornaci.
Il processo di rivettatura a caldo include il riscaldamento del rivetto, l'impostazione rivetto caldo nel foro, ribaltando l'asta del rivetto e formando la testa di chiusura.
Schema di formazione della testa di chiusura del rivetto. La rivettatura può essere eseguita con riscaldamento dei rivetti oa freddo.
La rivettatura può essere calda, con riscaldamento del rivetto, e fredda, senza riscaldamento, utilizzata per rivetti con un diametro fino a 10 mm.
Con rivettatura a caldo strutture in acciaio il rivetto viene riscaldato in dispositivi di riscaldamento (forni) a una certa temperatura, alla quale il metallo diventa più duttile. Ciò consente di ridurre notevolmente lo sforzo richiesto per la rivettatura degli elementi. I rivetti degli acciai al carbonio vengono riscaldati a una temperatura di 1000 - 1150 C fino a un colore arancione chiaro, dagli acciai bassolegati - fino a 1000 - 1100 C fino a un colore arancione scuro. Il riscaldamento deve essere uniforme su tutta la lunghezza del rivetto. Il riscaldamento insufficiente della testata ipotecaria può causarne la frattura fragile.
La rivettatura a caldo delle strutture in acciaio viene eseguita riscaldando il rivetto a una certa temperatura, alla quale il metallo diventa più duttile, il che può ridurre significativamente lo sforzo richiesto per la rivettatura degli elementi. Il rivetto viene riscaldato uniformemente per tutta la sua lunghezza. Un riscaldamento insufficiente della testa dell'inserto può causare fratture fragili. Prima dell'installazione nel foro, la scala viene rimossa dal rivetto riscaldato.
La stessa forma può essere ottenuta con un riscaldamento sufficiente del rivetto, ma con una piccola lunghezza dell'asta, quando semplicemente non c'è abbastanza metallo per formare una testa completa. Una certa formazione di funghi della testa è accettabile se la riduzione delle dimensioni dell'area di contatto, misurata come mostrato in Fig. 54, g, non supera 0 2 d, dove - è il diametro del rivetto.
La stessa forma può essere ottenuta con un riscaldamento sufficiente del rivetto, ma con una piccola lunghezza dell'asta, quando semplicemente non c'è abbastanza metallo per formare una testa completa. Una certa formazione di funghi della testa è accettabile se la riduzione delle dimensioni dell'area di contatto, misurata come mostrato in Fig. 108, g, non supera Q 2d, dove d è il diametro del rivetto.
Il processo di rivettatura a caldo consiste nelle seguenti operazioni: riscaldare i rivetti, posizionare il rivetto riscaldato nel foro, ribaltare l'asta del rivetto per riempire ermeticamente il foro e formare la testa di chiusura.
Il processo di rivettatura a caldo consiste in quattro operazioni: 1) riscaldamento dei rivetti; 2) infilare un rivetto caldo nel foro; 3) ribaltare l'asta del rivetto con una rivettatrice; 4) formazione di una testa di chiusura.
Il processo di rivettatura a caldo consiste nelle seguenti operazioni: 1) riscaldamento dei rivetti; 2) inserire un rivetto caldo nel foro; 3) ribaltare l'asta del rivetto con una rivettatrice; 4) formazione della testata di chiusura.
Vantaggi e svantaggi: vedere il passaggio 14.3. La marcatura, la perforazione, il riscaldamento dei rivetti, la posa e la rivettatura rendono il processo di rivettatura laborioso e, tenendo conto dell'uso di apparecchiature costose (macchine, presse, rivettatrici) - costoso. L'indebolimento delle parti mediante fori per rivetti richiede un aumento dell'area della sezione trasversale del materiale di base; l'uso di sovrapposizioni per ottenere giunti, porta a una grande massa di rivetti maggiore consumo materiale rivettante.
La rivettatura durante il montaggio del telaio può essere eseguita con o senza preriscaldamento dei rivetti. Più alta qualità si ottiene con la rivettatura in entrata della macchina utilizzando le rivettatrici idrauliche ZIL 5N - 366, MAZ 62 / 350, GAZ-82-631, che consentono di crimpare rivetti con un diametro fino a 13 mm senza riscaldamento.
Nei cantieri, ponti e navi vengono riparati utilizzando fucine portatili portatili per riscaldare rivetti utilizzando gas liquidi come carburante. Il bruciatore ad iniezione aspira aria preriscaldata, i prodotti della combustione con atmosfera leggermente riducente o neutra entrano nella parte inferiore del focolare e scaldano i rivetti, per poi risalire. I rivetti si muovono sotto il proprio peso in controcorrente ai prodotti della combustione; riscaldato fino a temperatura richiesta I rivetti vengono rimossi attraverso la porta di sinistra.
Da sapere: il principio di funzionamento e le regole per l'utilizzo dei martelli pneumatici, l'assortimento dei rivetti; regole per il riscaldamento dei rivetti; scopo e condizioni d'uso dei più comuni infissi semplici e strumenti di controllo e misura.
Saldatura di testa. Le macchine a contatto vengono utilizzate direttamente o con lievi modifiche strutturali per alcuni scopi speciali, ad esempio per riscaldare rivetti, grezzi per forgiare, stampare, ecc. Sulle macchine a contatto, è anche possibile saldare parti con saldature dure. Particolarmente importante è la saldatura di piastre in acciaio ad alta velocità su portautensili per il taglio dei metalli.
Connessioni a rivetto.
Collegamenti a rivetto, che in passato erano il tipo principale di collegamento strutture metalliche, a causa dell'inconveniente del processo di rivettatura (la necessità di riscaldare i rivetti ad una temperatura di 800 C) e dell'eccessivo consumo di metallo per la giunzione, vengono ormai quasi completamente sostituiti da saldature e bulloni ad alta resistenza durante l'installazione.
I giunti rivettati, che in passato costituivano la principale tipologia di giunti nelle strutture metalliche, a causa dell'inconveniente del processo di rivettatura (necessità di riscaldare i rivetti ad una temperatura di 800 C) e dell'eccessivo consumo di metallo per la giunzione, sono ora quasi completamente sostituito da saldature e bulloni ad alta resistenza durante l'installazione.
Molto igienico, conveniente e grazie alla portabilità dell'attrezzatura e alla costante disponibilità al lavoro, e con elettricità economica ed economica, il metodo di contatto elettrico per riscaldare i rivetti.
Dovrebbe sapere: il dispositivo dello stesso tipo di martelli e presse pneumatici, staffe di rivettatura, dispositivi semplici, strumenti di controllo e misurazione e strumenti per la rivettatura e il taglio; metodi di rivettatura per rivetti a crimpare e svasati; il grado di riscaldamento dei rivetti e il limite di raffreddamento al quale può essere effettuato il processo di rivettatura; dimensioni dei rivetti e tolleranze di lunghezza; informazioni di base su tolleranze e atterraggi.
I rivetti devono essere riscaldati in modo uniforme su tutta la loro lunghezza. I rivetti vengono riscaldati in forni a carbone, a gas o elettrici e con una piccola quantità di rivettatura - in focolari aperti con esplosione pneumatica. Come combustibile solido per stufe a carbone e si usano fucine, carbone da fabbro e coke.
Da un tale compressore, 2 - 3 posti di rivettatura possono funzionare contemporaneamente. Il riscaldamento dei rivetti nelle condizioni del sito di assemblaggio viene effettuato in un focolare portatile e nelle condizioni dell'impianto - in forni speciali.
Nessuno dovrebbe trovarsi nella direzione dell'impatto quando si tagliano le teste dei rivetti. Il riscaldamento dei rivetti è consentito solo in luoghi sicuri in termini di incendio. I rivetti riscaldati devono essere alimentati nel luogo di rivettatura con pinze, tubi o vassoi, ma non con lanci.
Per evitare lo spostamento delle parti da unire durante il processo di rivettatura, è necessario installare un certo numero di rivetti in un run-out lungo l'intera lunghezza della cucitura. Come abbiamo notato, il riscaldamento dei rivetti deve essere uniforme e devono essere riscaldati per il minor tempo possibile. Prima dell'installazione nei fori, tutti i rivetti devono essere rimossi su un oggetto solido per pulirli dalle incrostazioni.
Con il riscaldamento elettrico a contatto, la parte stessa funge da bobina secondaria del trasformatore o la parte riscaldata si chiude circuito secondario trasformatore. Il secondo metodo viene utilizzato per riscaldare i rivetti prima della rivettatura, i pezzi grezzi prima della piegatura, del taglio, della rullatura, della crimpatura.
Costruzione di edifici v condizioni di installazione rivettato con rivetti a caldo riscaldati a una temperatura di 1050 - 1150 Il riscaldamento viene effettuato in fucine portatili, in uno strato di coke o carbone che brucia. La coca cola è il miglior combustibile per riscaldare i rivetti. Il consumo di coke nei forni portatili è di 35 - 45 kg per 100 kg di rivetti riscaldati.
La rivettatura a freddo è usata raramente e il diametro dei rivetti è limitato a 10 mm. La rivettatura a caldo consiste nelle seguenti operazioni: riscaldamento dei rivetti; posizionare un rivetto riscaldato in un foro pre-preparato; rovesciare l'asta del rivetto con uno strumento di rivettatura; chiusura della formazione della testa.
Gradi di acciaio delle parti principali della sospensione. Quando si assemblano i telai, utilizzare impianti idraulici per i modelli di rivettatura ZIL-5N-366, GAZ-82-631. Utilizzo strumento idraulico anziché pneumatico, non richiede il riscaldamento del rivetto, consente di ridurre il rumore, l'intensità del lavoro e migliorare la qualità della rivettatura. La forza di rivettatura con morsetti idraulici è impostata in base al diametro del rivetto.
La rivettatura a freddo viene utilizzata molto raramente ed è limitata a rivetti di diametro fino a 10 mm. La rivettatura a caldo consiste nelle seguenti operazioni: riscaldamento dei rivetti; posizionare un rivetto caldo in un foro pre-preparato; rovesciare l'asta del rivetto con uno strumento di rivettatura; chiusura della formazione della testa.
Prima della rivettatura, gli elementi di accoppiamento vengono assemblati su bulloni di controllo o tasselli. Il collegamento dei rivettatori è composto da tre persone: una conduce il riscaldamento dei rivetti e il mandrino dei fori, la seconda - la fornitura e il supporto dei rivetti e la terza - la rivettatura con un martello pneumatico.
I principali difetti delle molle dell'auto ZIL-130. Quando i rivetti vengono allentati dopo la riparazione, vengono forati e installati di nuovi, seguiti dalla rivettatura. La rivettatura in fase di montaggio può essere eseguita con o senza preriscaldamento dei rivetti. La massima qualità si ottiene con la rivettatura a freddo della macchina utilizzando le rivettatrici idrauliche ZIL 5N - 366, MAZ 62 / 350, GAZ 82 - 631, che consentono di crimpare rivetti fino a 13 mm di diametro senza riscaldamento.
Forma del profilo da. leghe di alluminio utilizzato nelle fondazioni di perforatrici. Le parti in lega di alluminio sono unite mediante saldatura o rivettatura. A differenza della rivettatura in acciaio, la rivettatura in lega di alluminio viene eseguita senza riscaldare i rivetti.
Parti in acciaio e altro elementi strutturali sono collegati tra loro principalmente mediante rivettatura a caldo, alla quale i rivetti vengono riscaldati ad una temperatura di 1000 - 1100 C. Quando le teste di chiusura si formano durante il funzionamento della staffa di rivettatura, lo stelo è ancora morbido dal riscaldamento del rivetto, restringendosi a causa degli urti, rompe i bordi dei fori del rivetto e li riempie ermeticamente. Tuttavia, spesso a causa di una ricalcatura insufficientemente efficace, il rivetto si restringe di diametro durante il raffreddamento, il che porta alla formazione di uno spazio tra il rivetto di raffreddamento e il foro nella parte. Pertanto, nel giunti a rivetto realizzati mediante rivettatura a caldo, le forze nella prima fase dell'operazione di rivettatura vengono trasmesse per attrito. Il rivetto consegnato, una volta raffreddato, trasferisce il calore al metallo circostante e lo riscalda fino a temperature significative.
Reparto montaggio - piattaforme elevatrici meccanizzate, carrelli di sollevamento per il cilindro del freno e installazione dell'apparato di attrito, forbici a leva per lavori di copertura, saldatrici elettriche, fucine elettriche per rivetti riscaldanti.
Il lavoro della rivettatrice di prima categoria è il seguente: nel riscaldare e sostenere i rivetti durante la rivettatura e la cesellatura manuale e pneumatica; nella rivettatura e cesellatura a caldo ea freddo su macchine rivettatrici, martelli pneumatici o semplici strutture metalliche manuali con rivetti fino a 12 mm di diametro e cuciture operanti sotto pressione fino a 3 atm; lavorare con un rivettatore più qualificato durante la rivettatura con due martelli pneumatici e lunghi e grande diametro rivetti; taglio per marcatura e dima con una precisione di 2 mm; rincorrere teste di rivetti e cuciture resistenti; selezione di crimpature; lavorare con un assistente durante la rivettatura e la rincorsa su presse fisse e martelli, insieme a un cacciatore di rivettatori di qualifica superiore. Allo stesso tempo, l'operatore del rullo deve conoscere le regole per l'utilizzo di presse e martelli pneumatici; regole per il rifornimento di uno strumento di lavoro e modalità di selezione dello stesso, a seconda della natura dell'opera; informazioni di base sulla tecnologia delle opere inseguite; assortimento di rivetti; regole per i rivetti di riscaldamento e la manutenzione dei dispositivi di riscaldamento.
Rivetti in acciaio con un diametro dell'asta superiore a 12 mm messo con riscaldamento. Il riscaldamento dei rivetti prima della rivettatura facilita la formazione della testa e migliora la qualità del giunto.
Rivetti speciali.| Bullone-rivetto tira l'asta dietro il tecnologico. Vengono utilizzati anche rivetti speciali. Sulla fig. 3.3, ea titolo esemplificativo, viene mostrato un rivetto esplosivo, utilizzato in caso di impossibilità di formare una testa di chiusura nel solito modo, ad esempio, nel luoghi difficili da raggiungere. Un'esplosione è causata dal riscaldamento del rivetto o dall'impatto. La testa di chiusura 1 in tali rivetti è formata tirando l'asta 2 con la punta attraverso il foro conico del rivetto.
I rivetti per la rivettatura a caldo vengono riscaldati in fucine fisse o portatili, nonché con dispositivi di riscaldamento elettrici. Per i forni utilizzare coke, carbone, petrolio o gas. Se i rivetti sono pochi, vengono riscaldati con la fiamma di un cannello ossiacetilenico. La temperatura di riscaldamento dei rivetti dovrebbe essere 1000 - 1100 C. Riscaldamento estremità superiore produrre in bianco e in basso (con una testa ipotecaria) - in calore rosso scuro. Il rivetto estratto dal focolare viene ripulito dalle squame con un colpo. L'installazione e la rivettatura devono essere eseguite ad un ritmo veloce in modo che il rivetto non si raffreddi al di sotto dei 650 - 500 C. I rivetti non devono essere riscaldati oltre i 1100 C: i rivetti surriscaldati diventano inadatti all'installazione.
Il martello rivettatore è ampiamente utilizzato in vari impianti di assemblaggio quando è necessario eseguire rivettature di alta qualità con rivetti a freddo oa caldo. V settore domestico un diverso tipo di strumento, la rivettatrice, fa fronte a questo compito. Vediamo qual è la differenza!
Rivettatrice - principio di funzionamento
Il principio stesso di funzionamento di un martello rivettatore e una rivettatrice, come si dice a Odessa, sono due grandi differenze. In un certo senso, un tale martello è rappresentativo della "vecchia scuola", mentre la rivettatrice è di più versione moderna creazione di elementi di fissaggio. Che aspetto ha un normale rivetto, la maggior parte di noi ha le idee chiare: è un'asta di metallo di un certo diametro, con un "cappello" su un lato. Il rivetto viene inserito nel foro preparato, premuto dal lato in cui si trova il cappuccio e con un martello (nelle imprese - con un martello rivettante), anche la seconda estremità viene rivettata fino a formare il cappuccio. Pertanto, due fogli di materiale sono saldamente attaccati l'uno all'altro.
I rivetti moderni hanno un design completamente diverso. Un rivetto cieco è costituito da un manicotto e un'asta e il processo di rivettatura (se puoi ancora chiamarlo così) è il seguente: il dispositivo di fissaggio viene inserito in un foro pre-preparato e l'asta viene estratta strumento speciale. La manica, che si trova nel foro, viene appiattita sotto pressione e attratta dal cappuccio dal retro. Quando il rivetto è serrato a sufficienza, il gambo in eccesso viene tranciato. Questo è tutto - badate bene, senza un solo colpo!
Martello rivettatore pneumatico: uno strumento multifunzionale
Questo martello è in realtà molto, nel suo design è molto simile a un martello pneumatico e, con l'aiuto di uno scalpello appropriato, tali strumenti possono essere facilmente convertiti in martelli per scheggiare, goffrare e allentare. Ecco perché viene anche prodotto, tale versatilità è apprezzata dai professionisti. caratteristica principale rivettatrice - nel creare un potente impulso con un impatto lento, grazie al quale l'operatore può formare rivetti senza sforzi speciali senza danneggiare le parti metalliche circostanti. 
I martelli rivettatori sono in grado di lavorare rivetti di diametro extra grande fino a 36 mm, sia a freddo che a caldo. A seconda dell'azionamento, gli utensili di questo tipo si dividono in elettrici e pneumatici. Un martello rivettatore elettrico è piuttosto una rarità, poiché ha una potenza notevolmente inferiore ai modelli pneumatici. Pneumatico martelli rivettanti molto più produttivi e affidabili, inoltre, sono significativamente più sicuri, il che gioca un ruolo nelle grandi imprese. 
Quando cerchi un martello rivettante, cosa cercare?
A differenza di molti strumenti di questo tipo, i martelli rivettatori hanno velocità di impatto medie - da 1500 a 3000 battiti / min. Consumo d'aria - da 300 l a 500 l al minuto, a una pressione media di 5 bar. Di conseguenza, il compressore per un tale strumento deve essere sufficientemente potente. 
Esistono modelli a pistola molto compatti di martelli rivettatori, che sono convenienti per lavorare con piccoli rivetti in acciaio e alluminio con un diametro di 4-6 mm. La massa di tali strumenti è entro 3 kg. Progettati per la rivettatura di rivetti in acciaio e alluminio con un diametro pari o superiore a 20 mm, gli strumenti di rivettatura hanno una forma simile a un martello pneumatico e pesano il doppio dei modelli compatti, mentre il flusso d'aria, la pressione e il numero di colpi sono identici ai modelli compatti. 
Quando acquisti tali strumenti, dovresti prestare attenzione a forza d'urto, che è posseduto da questo o quel modello. Media per martelli pneumatici - da 5 a 10 J, per martelli elettrici è un ordine di grandezza in meno. Con grandi volumi di lavoro, è importante acquistare strumenti con una buona protezione dalle vibrazioni - moderne tecnologie consentono agli utensili di assorbire fino al 75% delle vibrazioni, il che influisce in modo significativo sulla produttività e sulla salute degli operatori, perché forti vibrazioni possono causare la cosiddetta malattia da vibrazione, che rende le mani insensibili.
Rivettatrici pneumatiche – per rivetti ciechi!
Avendo una linea di aria compressa o un compressore installati nell'azienda, puoi passare a lavorare con quelli pneumatici e pneumoidraulici che funzionano con elementi di fissaggio moderni. Il movimento dello stelo è possibile grazie all'azionamento pneumoidraulico, il cui pistone è lo stelo stesso. Lo strumento converte la bassa pressione dell'aria in più alta pressione olio, grazie al quale sono possibili le forze di trazione dell'asta. 
Il processo è abbastanza semplice - aria compressa spinge il pistone, che interagisce con il pistone idraulico. L'idraulica con una forza di 15-20 volte maggiore agisce sull'asta dell'utensile, che tira l'asta del rivetto, coperta dai morsetti, fino a quando l'asta si rompe. L'asta esaurita viene spostata in un contenitore per rifiuti, che viene quindi pulito dall'operatore. Gli strumenti per rivetti filettati sono inoltre dotati di un motore pneumatico, che consente di avvitare e svitare gli elementi di fissaggio.
I modelli industriali sono progettati per un funzionamento costante e continuo: la loro risorsa è progettata per 1 milione o più cicli, sono presentati requisiti aumentati per un comodo utilizzo e manutenzione dello strumento. Gli stessi requisiti si applicano a attrezzi professionali, tuttavia, la loro risorsa è progettata per condizioni di utilizzo più delicate di volta in volta all'interno di determinati oggetti o progetti: sono progettati per 300-500 mila cicli. 
Il costo del primo e del secondo è piuttosto elevato e si giustifica solo con grandi volumi, per uso domestico si adatteranno modelli usa e getta economici, compresi quelli a trazione manuale. Non è assolutamente un peccato buttare via tali strumenti in caso di rottura: è molto più facile e veloce andare a comprarne uno nuovo, perché anche l'acquisto di molti di questi modelli sarà più economico rispetto all'acquisto di una costosa rivettatrice.

