Iki šiol patikimiausia tvirtinimo detalių versija yra vientisa, o po ranka turėdami specialius įrankius negalite galvoti apie klausimą, kaip kniedyti kniedę. Toliau mes tiksliai apibūdinsime, kaip atliekami tokie tvirtinimo elementai.
1
Kas yra šis tvirtinimo elementas? Iš pradžių istoriškai tai metalinis strypas, rečiau plokštelė. Visada su hipotekos galvute vienoje pusėje (dangteliu, kuris riboja elemento judėjimą skylėje) ir uždarymo galvutę kitame gale. Iš pradžių jis buvo panaudotas šarvams, tokiems kaip šarvai ir grandininis paštas, gaminti, taip pat kai kuriems artimųjų ir ankstyvųjų šaunamųjų ginklų elementams derinti. Jei iš pradžių yra įdėta galvutė, tada uždarymas atsiranda dėl sukniedimo (kniedijimo) proceso arba naudojant specialų įrankį dėl deformacijos tempimo strypu. Logiška, kad trauka taikoma lietiems arba štampuotiems, visiškai metaliniams elementams, o deformacija strypu galima tik naudojant tuščiavidurius (vamzdinius) aklinos kniedės. Taip pat yra sprogstamųjų ir padalijimo variantų.
Įvairių tipų kniedės
Taigi, žinome, kad mūsų svarstomos tvirtinimo detalės yra vientisos, o tai dažnai užtikrina aukštą patikimumą. Tačiau jungties stiprumas pirmiausia priklauso nuo medžiagos, todėl pirmiausia apsvarstysime kniedžių rūšis pagal šią charakteristiką. Dažniausios yra aliuminio tvirtinimo detalės gamybos procesai o daugelyje amatų naudojami variniai ir žalvariniai strypai. Visos šios medžiagos nėra aukštas laipsnis patikimumo ir tinka tik ten, kur nėra sunkių krovinių, tvirtinimui dekoratyvinės detalės. Be kita ko, yra ir plieninių kniedių, tarp jų ir iš nerūdijančio plieno, jos užtikrina gana tvirtą jungtį ir net tinka laikančiųjų konstrukcijų surinkimui bei mechaninei inžinerijai.
Labai svarbu montavimui metalines dalis naudokite kniedes iš tos pačios medžiagos kaip ir jungiami elementai.
2
Prieš naudodami kniedes, turite žinoti, kaip tinkamai kniedyti tam tikras dalis. Prisijungimo būdų yra daug, tačiau dažniausiai jie skirstomi į 3 tipus. Tvirtos tvirtinimo detalės naudojamos tik ten, kur yra tam tikros apkrovos. Sandarumas, kaip rodo pavadinimas, reikalingas siekiant užtikrinti sandarumą lakštų ar bet kokių dalių sujungimo vietose. Ir galiausiai tvirtai užsandarinti atlieka abi funkcijas. Reikėtų pažymėti, kad antrojo tipo, tai yra, hermetinėms kniedėms, įterptos galvutės yra sustiprintos.

Aklinos kniedės
Dažniausias sujungimo būdas yra sutapimas, tuo tarpu jis taikomas ne tik dalims, bet ir dalims sudėtinga forma. Ši parinktis taip pat vadinama vieno pjūvio. Veikiant daugiakrypčiams apkrovoms, pavyzdžiui, tempiant, tokia siūlė gali lengvai deformuotis. Sandarinimo jungtis yra patvaresnė, naudojant vieną ar dvi (abiejose siūlės pusėse) perdangas, tačiau ši parinktis, dar vadinama daugialypiu kirpimu, labai apkrauna konstrukciją ir sunaudoja daugiau medžiagų. Kniedžių montavimas tvirtinimo metu gali būti grandininis arba pakopinis, antrasis yra patikimesnis, bet labai daug darbo reikalaujantis.
Hipotekos vadovai yra labiausiai skirtingos formos. Dažniausiai naudojami pusapvaliai ir paslėpti. Pirmieji visiškai uždengia skylę, kaip varžto galvutė, o antrųjų kanalas yra platinamas taip, kad galvutė, turinti apversto nupjauto kūgio formą, visiškai tilptų į skylę. Antruoju atveju dalies paviršius išlieka lygus, nes kniedijimas vyksta lygiai, o tokių kniedžių sunaikinimas tampa sunkus. Taip pat yra pusiau paslėptų formų (su šiek tiek užapvalintais iškilimu), plokščios, plokščios kūginės, kūginės ir ovalios.
3
Šiandien dažniausiai naudojami ištraukiami kniediavimo elementai, kurie ypač patogūs, jei reikia tvirtinti detalę prie paviršiaus, kurio priešinga pusė nepasiekiama. Jie yra vamzdis, kurio viename iš galų yra įduba (analogiška hipotekos galvutei), kurios kanale lygiame kniedijimo gale praeina strypas su dangteliu. Iš platėjančios pusės ištiesta didelė strypo dalis, su kuria užfiksuojamas įrankio spaustukas, kad vėliau būtų galima traukti per vamzdelį. Lygus jo galas yra sutraiškytas strypo dangteliu ir sudaro uždarymo galvutę.

Kniedės metalui
Tačiau reikia nepamiršti, kad sujungus dvi dalis, išsiplečia ir jo kanalas, todėl skylių kraštai turi būti tvirti, nedeformuoti. Todėl plokščių tvirtinimui iš pakankamai minkšta medžiaga, ar tai būtų plastikas, ar aliuminis, abiejose jungiamųjų dalių pusėse turi būti naudojami plieniniai įdėklai arba poveržlės. Tas pats pasakytina ir apie jungtis, kurios turi būti paslankios, šarnyrinės, jos tinka ir kartu su įvorėmis poveržlėmis, kurių ilgis turi viršyti bendrą tvirtinamų plokščių storį.
4
Skirtingai nei ištraukiamieji, įprasti liejiniai arba štampuoti kniedijimo elementai turi būti montuojami naudojant tam tikras jėgas, veikiančias galinį galą. Tai gali būti spaudimas arba tiksliniai smūgiai, siekiant išlyginti iš skylės išlindusį strypo galą. Antrasis variantas labiausiai primena kalimą, juolab kad jis atliekamas šaltu arba karštu būdu. Jei kniedijimo storis neviršija 1 centimetro, galima naudoti šaltą uždarymo galvutės kalimą. Jei skersmuo yra didesnis nei 10 milimetrų, tada reikia šildyti tvirtinimo detalę, kad būtų lengviau išlyginti jo galą.

Kniedės įrankis
Paprastai prieš karštą kniedijimą kniedė pašildoma kalvėje, po to įstatoma į skylę ir keliais stipriais smūgiais padaromas plokščias uždarymo dangtelis. Tokiu atveju apačioje turėtų būti priekalas su skyle po hipotekos galvute. Šaltam metodui jis naudojamas specialus įrankis- smogtuvas su puslankiu skylute, kurio pagalba suformuojamas lygus pusrutulis deformuojant galą, išeinantį iš skylės įduboje. Kalimas paprastu plaktuku duoda tą patį rezultatą, jei pataikote į užpakalį, nukreipdami smūgius šiek tiek atsainiai, iš centro į kraštus, tačiau tokia galvutė bus ne tokia tiksli.
5
Kaip jau minėjome, nagrinėjamas jungties tipas yra vientisas, tačiau jei vis tiek reikia išardyti konstrukciją, kurios dalys yra kniedytos, galite naudoti keletą skirtingi metodai. Labiausiai paplitęs, kuris dažniausiai taikomas išmetimo, sprogstamųjų ir suskaidytų tipų tvirtinimo detalėms, taip pat ten, kur yra įgilintos galvutės, yra gręžimas. Norėdami tai padaryti, grąžtas, atitinkantis apskaičiuotą arba tiksliai žinomas skersmuo skylės, įrengiamos tiksliai hipotekos arba uždarymo galvutės centre, po to padaroma reikiamo gylio skylė arba praleidžiamas kanalas. Po to keliais tiksliais smūgiais galite lengvai išmušti kniedijimą.

Kniedžių nuėmimo įrankis
Antrasis metodas yra šiek tiek sunkus, tačiau gana efektyvus galvoms, kurios aiškiai matomos virš paviršiaus, tai yra pusapvalėms ir kūginėms galvoms. Jums reikės specialaus kalto, primenančio kalto formą, su kuriuo reikia nupjauti kepurę, sukeldamas aštrius ir stiprius smūgius į galinį rankenos galą. Gali pasiteisinti ir pagaląstas kaltas, tačiau šis įrankis rekomenduojamas tik mažo skersmens kniedėms. Tokiu būdu labai sunku nupjauti tvirtinimo detales, kurių strypas yra apie 1 centimetrą ar daugiau.
Lengviausias būdas pašalinti iškilusias kniedes yra naudoti kampinį kniedes malūnėlis, šnekamojoje kalboje vadinama bulgarų kalba. Šiuo tikslu geriausia jį įdiegti pjovimo diskas, ir, pritraukę prie galvos šono, atsargiai nupjaukite. Jei tikėtina, kad tai sugadins dalies, nuo kurios nuimta jungtis, paviršių, rekomenduojama naudoti šiurkščią šlifavimo diskas, kuria galva tiesiog švelniai nušlifuojama iki pagrindo. Be to, sumontavę bet kokį pakankamai aštrų įrankį, pavyzdžiui, perforatorių, galite lengvai išmušti kniedės strypą iš skylės stipriu plaktuko smūgiu.
Kniedžių įkaitimas turi būti vienodas per visą ilgį. Neleidžiama dėti šaltų kniedžių į skylę ir šildyti išsikišusį galą degikliu, nes toks šildymas nesuteikia kniedės jungties įtempimo.
Kniedės iš plienų St2, St3, Yukp, 20kp kaitinamos iki 1050 - 1100 C kaitinimo krosnyse, elektrokontaktiniu būdu elektriniuose šildytuvuose. Kniedijimo kokybė tikrinama vizualiai ir sriegiant kniedes. Įdubimų forma, jei reikia, valdoma naudojant šablonus, o blogas galvučių prigludimas – zondais.
Spyruoklių medžiaga ir kietumas. Kniedės gali būti kaitinamos krosnyse arba elektrinėse krosnyse. Kniedijimas atliekamas tiek rankiniu būdu, tiek pneumatinių kniedijimo plaktukų pagalba. Pastarųjų naudojimas labai palengvina ir pagreitina kniedijimo procesą bei suteikia gera kokybė. Kniedijimas atliekamas naudojant įspaudus. Kniedės turi būti išdėstytos centre strypo ašies atžvilgiu ir visiškai suspaustos. Iškraipymai, įdubimai, įtrūkimai ir įtrūkimai išilgai kniedžių galvučių krašto neleidžiami.
Kniedės taip pat šildomos elektrokontaktiniu būdu po to, kai jos įkišamos į kniedijamas dalis.
Kniedijimas dvigubo veikimo perforatoriumi. Reikėtų vengti kniedžių kaitinimo.. Stambiagrūdis metalas.
Būtina vengti kniedžių kaitinimo aukštesnėje nei 1000 C temperatūroje, todėl metalas yra stambiagrūdis.
Karštas kniedijimo procesas apima kniedės kaitinimą (temperatūra šv. plienams. Kniedės kaitinamos anglimi, nafta, dujomis ir elektrinės orkaitės, ir su nedideliu darbu kalvėse. Krosnių našumas yra apie 300 kniedžių per valandą, o kalimo apie 50 kniedžių. Elektrokontaktinis šildymo būdas taip pat yra patogus (talpa iki 1000 kniedžių viename šildymo lizde), tačiau jo trūkumas yra tai, kad neįmanoma gauti vienodo šildymo per visą kniedės ilgį.
Atliekant didelį darbo mastą, kniedės kaitinamos krosnyse.
Karšto kniedijimo procesas apima kniedės kaitinimą, nustatymą karšta kniedėį angą, sulaužydamas kniedės veleną ir suformuodamas uždarymo galvutę.
Kniedės uždarymo galvutės formavimo schema. Kniedijimas gali būti atliekamas kaitinant kniedes arba šaltai.
Kniedijimas gali būti karštas, su kniedės kaitinimu, ir šaltas - be šildymo, naudojamas kniedėms, kurių skersmuo iki 10 mm.
Plieninių konstrukcijų karšto kniedijimo metu kniedė šildymo įrenginiuose (krosnyse) įkaitinama iki tam tikros temperatūros, kuriai esant metalas tampa lankstesnis. Tai leidžia žymiai sumažinti elementų kniedijimo pastangas. Kniedės iš anglinio plieno kaitinamos iki 1000 - 1150 C temperatūros iki šviesiai oranžinės spalvos, nuo mažai legiruotų plienų - iki 1000 - 1100 C iki tamsiai oranžinės spalvos. Šildymas turi būti vienodas per visą kniedės ilgį. Nepakankamas hipotekos galvutės šildymas gali sukelti jos trapumą.
Plieninių konstrukcijų karštasis kniedijimas atliekamas kaitinant kniedę iki tam tikros temperatūros, kuriai esant metalas tampa lankstesnis, o tai gali žymiai sumažinti pastangas, reikalingas kniediuojant elementus. Kniedė šildoma tolygiai per visą ilgį. Nepakankamas įdėklo galvutės šildymas gali sukelti trapų lūžį. Prieš montuodami į skylę, nuo šildomos kniedės nuimkite apnašas.
Tą pačią formą galima gauti pakankamai kaitinant kniedę, tačiau esant nedideliam strypo ilgiui, kai tiesiog nepakanka metalo, kad būtų suformuota visa galva. Tam tikras galvos grybavimas yra priimtinas, jei sumažėja kontakto plotas, išmatuotas kaip parodyta Fig. 54, g, neviršija 0 2 d, kur - kniedės skersmuo.
Tą pačią formą galima gauti pakankamai kaitinant kniedę, tačiau esant nedideliam strypo ilgiui, kai tiesiog nepakanka metalo, kad būtų suformuota visa galva. Tam tikras galvos grybavimas yra priimtinas, jei sumažėja kontakto plotas, išmatuotas kaip parodyta Fig. 108, g, neviršija Q 2d, kur d yra kniedės skersmuo.
Karšto kniedijimo procesas susideda iš šių operacijų: kniedžių kaitinimas, įkaitintos kniedės įdėjimas į angą, kniedės strypo pasukimas, kad skylė būtų sandariai užpildyta, ir uždarymo galvutės formavimas.
Karšto kniedijimo procesas susideda iš keturių operacijų: 1) kniedžių kaitinimo; 2) karštos kniedės nustatymas skylėje; 3) kniedijimo strypo sukalimas kniedijimo įrankiu; 4) uždaromos galvutės formavimas.
Karšto kniedijimo procesas susideda iš šių operacijų: 1) kniedžių kaitinimo; 2) karštos kniedės įdėjimas į skylę; 3) kniedijimo strypo sukalimas kniedijimo įrankiu; 4) uždarymo galvutės formavimas.
Privalumai ir trūkumai – žr. 14.3 veiksmą. Kniedžių žymėjimas, gręžimas, kaitinimas, klojimas ir kniedijimas kniedijimo procesą apsunkina, o atsižvelgiant į brangios įrangos (staklių, presų, kniedijimo staklių) naudojimą – brangiai. Norint susilpninti dalis kniedėms skirtomis skylėmis, reikia padidinti pagrindinės medžiagos skerspjūvio plotą; perdangų naudojimas sujungimams gauti, veda prie didelės masės kniedžių padidėjęs vartojimas kniedijimo medžiaga.
Kniedijimas rėmo surinkimo metu gali būti atliekamas su išankstiniu kniedžių pašildymu arba be jo. Dauguma aukštos kokybės pasiekiamas mašininiu būdu sukniedant įvadą naudojant hidraulinę sistemą kniedijantys augalai ZIL 5N - 366, MAZ 62 / 350, GAZ-82-631, kurie leidžia suspausti iki 13 mm skersmens kniedes be šildymo.
Statybvietėse tiltai ir laivai remontuojami naudojant nešiojamas nešiojamas krosnis, šildant kniedes, naudojant kaip kurą skystąsias dujas. Įpurškimo degiklis įsiurbia įkaitintą orą, degimo produktai su šiek tiek redukuojančia arba neutralia atmosfera patenka į židinio dugną ir įkaitina kniedes, o tada kyla aukštyn. Kniedės juda veikiamos savo svorio priešinga srove degimo produktams; pašildytas iki reikalinga temperatūra Kniedės pašalinamos per kairiąsias duris.
Turi žinoti: veikimo principą ir pneumatinių plaktukų naudojimo taisykles, kniedžių asortimentą; šildymo kniedžių taisyklės; dažniausių naudojimo paskirtis ir sąlygos paprasti šviestuvai ir valdymo bei matavimo prietaisai.
Siūlės sandūrinis suvirinimas. Kontaktinės mašinos naudojamos tiesiogiai arba su nedideliais konstrukciniais pakeitimais tam tikriems specialiems tikslams, pavyzdžiui, kniedėms, ruošiniams kalti, štampuoti ir pan. Kontaktinėse mašinose taip pat galima lituoti detales kietaisiais litais. Ypač svarbus yra greitaeigių plieno plokščių litavimas ant metalo pjovimo įrankių laikiklių.
Kniedės jungtys.
Kniedės jungtys, kurios anksčiau buvo pagrindinė jungčių rūšis metalines konstrukcijas dėl nepatogumų technologinis procesas kniedijimas (poreikis pašildyti kniedes iki 800 C temperatūros) ir per didelis metalo sunaudojimas jungtims dabar beveik visiškai pakeičiamas suvirinimu ir didelio stiprumo varžtai montavimo metu.
Kniedytos jungtys, kurios praeityje buvo pagrindinė metalinių konstrukcijų jungčių rūšis, dėl kniedijimo proceso nepatogumų (poreikio pašildyti kniedes iki 800 C temperatūros) ir per didelio metalo sąnaudų sujungimui, yra. dabar beveik visiškai pakeistas suvirinimu ir didelio stiprumo varžtais montuojant.
Labai higieniškas, patogus ir dėka įrangos perkeliamumo bei nuolatinio pasiruošimo darbui, bei su pigia elektra ir ekonomiškas, elektrinio kontaktinio kniedžių šildymo būdas.
Turėtų žinoti: to paties tipo pneumatinių plaktukų ir presų įtaisą, kniedijimo laikiklius, paprastus tvirtinimo elementus, valdymo ir matavimo įrankius bei kniedijimo ir pjovimo įrankius; kniedijimo metodai užspaudimui ir įgilintoms kniedėms; kniedžių įkaitimo laipsnis ir aušinimo riba, kuriai esant galima atlikti kniedijimo procesą; kniedžių dydžiai ir ilgio nuolaidos; pagrindinė informacija apie leistinus nuokrypius ir tūpimus.
Kniedės turi būti šildomos tolygiai per visą jų ilgį. Kniedės kaitinamos anglies, dujinėse ar elektrinėse krosnyse, o su nedideliu kiekiu kniedijimo - atviruose židiniuose su pneumatiniu pūtimu. Kaip kietojo kuro dėl anglies krosnys ir kalvės, naudojamos kalvio anglis ir koksas.
Iš tokio kompresoriaus vienu metu gali dirbti 2 - 3 kniediklių stulpeliai. Kniedžių šildymas surinkimo vietos sąlygomis atliekamas nešiojamame židinyje, o gamyklos sąlygomis - specialiose krosnyse.
Pjaudami kniedžių galvutes, niekas neturėtų būti smūgio kryptimi. Kniedžių šildymas leidžiamas tik ugniai saugiose vietose. Įkaitusias kniedes į kniedijimo vietą reikia tiekti žnyplėmis, vamzdeliais ar padėklais, bet ne metimais.
Siekiant išvengti jungiamų dalių pasislinkimo kniedijimo proceso metu, reikia sumontuoti tam tikrą skaičių kniedžių išbėgyje per visą siūlės ilgį. Kaip pažymėjome, kniedės turi būti kaitinamos tolygiai ir turi būti kuo įkaitintos. trumpam laikui. Prieš montuojant į skyles, visas kniedes reikia nuimti nuo kieto objekto, kad jas nuvalytų nuo apnašų.
Esant kontaktiniam elektriniam šildymui, pati dalis tarnauja kaip antrinė transformatoriaus ritė, arba šildoma dalis užsidaro antrinė grandinė transformatorius. Antrasis būdas naudojamas kniedėms kaitinti prieš kniedijimą, ruošiniams prieš lenkimą, pjovimą, valcavimą, užspaudimą.
Pastato konstrukcija in įrengimo sąlygos kniedytas karštomis kniedėmis, įkaitintomis iki 1050 - 1150 laipsnių. Šildymas atliekamas nešiojamos kalvės, degančio kokso ar anglies sluoksnyje. Koksas yra geriausias kuras kniedėms šildyti. Kokso sąnaudos nešiojamose krosnyse yra 35 - 45 kg 100 kg įkaitintų kniedžių.
Šaltas kniedijimas naudojamas retai, o kniedžių skersmuo ribojamas iki 10 mm. Karštas kniedijimas susideda iš šių operacijų: kaitinimo kniedės; šildomos kniedės nustatymas iš anksto paruoštoje skylėje; kniedijimo strypo sulaužymas kniedijimo įrankiu; uždarymo galvos formavimas.
Pagrindinių pakabos dalių plieno markės. Surinkdami rėmus naudokite hidrauliniai įrenginiai modeliams ZIL-5N-366, GAZ-82-631 kniedyti. Naudojimas hidraulinis įrankis vietoj pneumatinės, nereikalauja kniedės šildymo, leidžia sumažinti triukšmą, darbo intensyvumą ir pagerinti kniedijimo kokybę. Kniedijimo hidrauliniais spaustukais jėga nustatoma priklausomai nuo kniedės skersmens.
Šaltas kniedijimas naudojamas gana retai ir apsiriboja kniedėmis, kurių skersmuo iki 10 mm. Karštas kniedijimas susideda iš šių operacijų: kaitinimo kniedės; karštos kniedės nustatymas iš anksto paruoštoje skylėje; kniedijimo strypo sulaužymas kniedijimo įrankiu; uždarymo galvos formavimas.
Prieš kniedijimą, sujungimo elementai surenkami ant valdymo varžtų arba kaiščių. Kniediklių grandis susideda iš trijų žmonių: vienas veda kniedžių ir skylių įtvaro šildymą, antrasis - kniedžių tiekimą ir palaikymą, trečias - kniedijimą pneumatiniu plaktuku.
Pagrindiniai automobilio ZIL-130 spyruoklių defektai. Atlaisvinus kniedes po remonto jos išgręžiamos ir sumontuojamos naujos, o po to – kniedijimas. Kniedijimas surinkimo metu gali būti atliekamas su išankstiniu kniedžių pašildymu arba be jo. Aukščiausia kokybė pasiekiama stakliniu šaltuoju kniedimu, naudojant hidraulines kniedijimo stakles ZIL 5N - 366, MAZ 62 / 350, GAZ 82 - 631, kurios leidžia nekaitinant suspausti iki 13 mm skersmens kniedes.
Profilio forma nuo. aliuminio lydiniai naudojami gręžimo įrenginių pamatuose. Aliuminio lydinio dalys sujungiamos suvirinant arba kniedijant. Skirtingai nuo plieno kniedijimo, aliuminio lydinio kniedijimas atliekamas nekaitinant kniedžių.
Plieninės detalės ir kt konstrukciniai elementai viena su kita jie sujungiami daugiausia karštuoju kniedijimu, kurio metu kniedės įkaitinamos iki 1000 - 1100 C. Kai kniedijimo kronšteino veikimo metu susidaro uždarymo galvutės, strypas dar minkštas nuo įkaitimo. kniedės, susitraukdamos nuo smūgių, praplėšia kniedės skylių kraštus ir sandariai jas užpildo. Tačiau dažnai dėl nepakankamai efektyvaus sulaužymo kniedės skersmuo aušinant susitraukia, todėl tarp aušinimo kniedės ir detalėje esančios skylės susidaro tarpas. Todėl kniedytose jungtyse, pagamintose karšto kniedijimo būdu, jėgos pirmajame kniedės veikimo etape perduodamos trinties būdu. Pristatoma kniedė, atvėsusi, perduoda šilumą aplinkiniam metalui ir įkaitina jį iki reikšmingos temperatūros.
Surinkimo skyrius - mechanizuotos kėlimo platformos, stabdžių cilindro kėlimo vežimėliai ir trinties aparato montavimas, svirties žirklės dėl stogo dengimo darbai, elektriniai suvirinimo aparatai, elektrinės kalvės kniedėms šildyti.
Pirmos kategorijos knieditojo-persekiotojo darbas yra toks: kaitinant ir laikant kniedes rankinio ir pneumatinio kniedijimo ir vaikymo metu; karšto ir šalto kniedijimo metu ir kniedijimo staklėmis, pneumatiniais plaktukais arba rankiniu būdu nesudėtingose metalinėse konstrukcijose su kniedėmis iki 12 mm skersmens ir siūlėmis, veikiančiomis esant slėgiui iki 3 atm; dirbti su aukštesnės kvalifikacijos kniedituvu, kai kniedi dviem pneumatiniais plaktukais ir ilgais bei didelio skersmens kniedės; pjovimas ženklinant ir šablonu 2 mm tikslumu; vejasi kniedžių galvutes ir tvirtas siūles; gofruotųjų formų pasirinkimas; darbas su padėjėju kniedijimo ir vaikymosi ant stacionarių presų ir plaktukų metu, kartu su aukštesnės kvalifikacijos kniedytoju-persekiotoju. Tuo pačiu metu volo operatorius turi žinoti presų ir pneumatinių plaktukų naudojimo taisykles; darbo įrankio papildymo degalų taisyklės ir jo parinkimo būdai, atsižvelgiant į darbo pobūdį; pagrindinė informacija apie persekiojamų darbų technologiją; kniedžių asortimentas; šildymo kniedžių ir šildymo prietaisų priežiūros taisyklės.
Plieninės kniedės, kurių strypo skersmuo didesnis nei 12 mm, dedamos su šildymu. Kniedžių pašildymas prieš kniedijimą palengvina galvos formavimąsi ir pagerina sąnarių kokybę.
Specialios kniedės.| Varžtas-kniedė traukia strypą už technologinės. Taip pat naudojamos specialios kniedės. Ant pav. 3.3, o kaip pavyzdys parodyta sprogstamoji kniedė, naudojama, kai neįmanoma suformuoti uždarymo galvutės įprastu būdu, pavyzdžiui, in sunkiai pasiekiamose vietose. Sprogimą sukelia kniedės įkaitimas arba smūgis. Uždarymo galvutė 1 tokiose kniedėse suformuojama traukiant strypą 2 antgaliu per kūginę kniedės angą.
Karšto kniedijimo kniedės kaitinamos stacionariose arba nešiojamose kalvėse, taip pat elektriniais šildymo prietaisais. Krosnims naudoti koksą, anglis, nafta ar dujos. Jei kniedžių nedaug, jos kaitinamos deguonies-acetileno degiklio liepsna. Kniedžių kaitinimo temperatūra turi būti 1000 - 1100 C. Šildymas viršutinis galas gaminti iki baltos spalvos, o apatinis (su hipotekos galvute) - iki tamsiai raudonos šilumos. Iš židinio ištraukta kniedė nuvaloma nuo apnašų smūgiu. Montavimas ir kniedijimas turi būti atliekami dideliu tempu, kad kniedė neatvėstų žemiau 650 - 500 C. Kniedės neturi būti kaitinamos aukštesnėje nei 1100 C: perkaitusios kniedės tampa netinkamos montuoti.
- tai nuolatinių jungčių gamyba kniedėmis, naudojamomis metalinių konstrukcijų (santvarų, sijų, įvairių konteinerių ir karkasinių konstrukcijų) gamyboje. Kniedė yra cilindrinis strypas, pagamintas iš kaliojo metalo, kurio viename gale yra galvutė, vadinama hipoteka. Kniedijimo operacijos metu antroje strypo pusėje, sumontuotoje jungiamų ruošinių skylutėse, suformuojama antroji kniedės galvutė, kuri vadinama uždaroma. Hipotekos ir uždarymo galvutės dažniausiai yra pusapvalės ir įdubusios (5.14 pav.). Kniedėms gaminti reikia naudoti kaliąjį metalą dėl to, kad jo galvutės susidaro dėl kniedės strypo plastinės deformacijos. Darant kniedžių jungtys kniedės turi būti parenkamos iš tos pačios medžiagos, iš kurios pagamintos jungiamos dalys. Tai apsaugo nuo galvaninių porų atsiradimo, o tai sukelia koroziją kniedės ir detalės sąlyčio taške. Kniedijimo procesas susideda iš dviejų etapų – parengiamojo ir faktinio kniedijimo.
Paruošiamasis kniedijimo procesas apima skylės kniedei išgręžimą arba išmušimą ir įdubos joje suformavimą, prireikus panaudojant įsmigimo įtaisą ir uždarymo galvutę. Pats kniedijimas apima kniedės montavimą paruoštoje skylėje, kniedytų ruošinių ištempimą, uždarymo galvutės formavimą ir valymą po kniedijimo. Priklausomai nuo kniedytos jungties pobūdžio, kniedijimas atliekamas šaltu (be šildymo) ir karštu (iš anksto pakaitinus kniedę iki 1000 ... 1 100 ° C temperatūros) metodu. Apie praktiką karštas kniedijimas naudojamas tais atvejais, kai naudojamos plieninės kniedės, kurių skersmuo didesnis nei 12 mm.
Kniedžių ir kniedžių siūlių tipai
Dažniausiai kai montavimo darbai naudojamos kniedės su pusapvale ir įgilinta galvute. Dėl to, kad įgilintos kniedės patikimai nesujungia dalių kniedijimo vietoje, jų naudojimas yra ribotas. Naudojamos tokio tipo kniedės tik tais atvejais, kai jų galvos, atsižvelgiant į konstrukcijos eksploatavimo sąlygas, neturėtų išsikišti virš jos paviršiaus. Priklausomai nuo paskirties ir eksploatavimo sąlygų, galima naudoti ir kitokių galvučių formų kniedes (5.15 pav.).
Kniedės dydžių pasirinkimas priklauso nuo dalių, kurias reikia sujungti kniedėmis, storio. Kniedės skersmuo, kaip taisyklė, turi būti lygus bendram jungiamų dalių storiui. Kniedės strypo ilgis nustatomas atsižvelgiant į uždarymo galvutės susidarymą, strypo susitraukimą kniedijimo metu ir į poreikį užpildyti tarpą tarp kniedės strypo ir sienelės arba jam skirtą angą.

Apsvarstykite kniedžių su įgilintomis (žr. 5.14 pav., a) ir pusapvalėmis (žr. 5.14 pav., b) galvutėmis strypo ilgio nustatymo procedūrą. Abiem atvejais kniedės ilgis / nustatomas pagal kniediuojamų dalių storį S ir kniedės strypo dalies, išsikišusios iš skylės virš jungiamų dalių paviršiaus, ilgį /0. Strypo išsikišančios dalies ilgis priklauso nuo kniedės skersmens ir uždarymo galvutės formos. Kniedėms su pusapvale galvute 10= (1,2… 1,5)d, kniedėms su įgilinta galvute 10 = (0,8….2)d.
Norint užtikrinti laisvą, bet pakankamai sandarų kniedės montavimą, skylės skersmuo turi būti šiek tiek didesnis nei kniedės skersmuo:
Kniedės skersmuo, mm 2,0 2,3 2,6 3,0 3,5 4,0 5,0 6,0 7,0 8,0
Gręžimo skersmuo, mm:
geras surinkimas... 2,1 2,4 2,7 3,1 3,6 4,1 5,2 6,2 7,2 8,2
grubus surinkimas... 2,3 2,6 3,1 3,5 4,0 4,5 5,7 6,7 7,7 8,7
Tais atvejais, kai sandūroje neįmanoma suformuoti uždarymo galvutės, naudojamos sprogstamosios kniedės (5.15 pav., e). Tokia kniedė, užpildyta sprogmeniu, įmontuojama į jungiamų dalių angą ir šaltoje būsenoje lengvais plaktuko smūgiais nusodinama. Po to kai kurie jį šildo iš hipotekos galvos pusės šildymo prietaisas(pavyzdžiui, su lituokliu), dėl ko įvyksta į kniedės strypą įdėtos medžiagos sprogimas ir jos galas išsiplečia, sudarydamas uždarymo galvutę.
Už sujungimą plonas metalo lakštai ir detalės iš nemetalinių medžiagų, naudojamos vamzdinės kniedės (5.15 pav., g), kurių uždarymo galvutė formuojama išplečiant.
Dalių sujungimas su kniedėmis vadinamas kniedės siūle. Priklausomai nuo jungties pobūdžio ir paskirties, kniedžių jungtys skirstomos į tris tipus: tvirtas, tankias ir patvarias.


Tvirtas siūlas naudojamas atvejais kai reikia gauti padidinto stiprumo jungtį. Paprastai tai yra įvairių junginių laikančiosios konstrukcijos: sijos, kolonos, keliamosios konstrukcijos ir kitos panašios konstrukcijos.
Naudojama sandari siūlė kniedijant rezervuarus ir indus skysčiams, vamzdžių jungtis dujoms ir skysčiams transportuoti esant žemam slėgiui.
Tvirta siūlė skirtas sujungti dalis įrenginiuose ir konstrukcijose, veikiančiose esant aukštam slėgiui, pavyzdžiui, garo katiluose.
Pagal santykinę jungties dalių padėtį yra dviejų tipų siūlės: užpakalis ir sutapimas (5.16 pav., a). Dalių sandūrinis sujungimas atliekamas naudojant perdangas. Jungiant naudojama viena (5.16 pav., b) arba dvi (5.16 pav., c) perdangos. Kniedės bet kokio tipo sujungimui gali būti dedamos į vieną, dvi, tris ar daugiau eilių. Priklausomai nuo kniedžių eilių skaičiaus jungtyje, skiriamos vienos, dviejų ir kelių eilių kniedės (5.17 pav.).
Atstumas tarp kniedžių jungtyje parenkamas priklausomai nuo jungties tipo (vienos eilės arba dviejų eilių). Vienos eilės siūlėse atstumas tarp kniedžių ašių (žingsnio) turi būti lygus trims kniedės skersmenims, o atstumas nuo jungiamų dalių krašto iki kniedžių ašies sandūroje turi būti ne mažesnis kaip pusantro skersmens. Atliekant dviejų eilių siūles, šis atstumas turėtų būti atitinkamai lygus keturiems kniedės skersmenims ir pusantro, kaip ir vienos eilės jungties atveju. Atstumas tarp kniedžių eilių tokiose jungtyse turi būti dviejų skersmenų.
Seniausias ir labiausiai patikimu būdu jungtys lakštinė medžiaga kniedžių pagalba vis dar naudojamas svarbiausiose metalinėse jungtyse. Tinkamai parinkta kniedė apkrovą atlaiko ne prasčiau suvirinimo jungtis. Vibracijai ar kintamoms apkrovoms kniedės dar nesugalvojo nieko geresnio.
Kniedžių rūšys
Kniedžių veislių nėra tiek daug, kaip gali pasirodyti iš pirmo žvilgsnio:
- paprasta kniedė Pagrindinis tikslas pagal GOST 10299 80. Juos lengva atskirti pagal grybo formą, dar vadinamą sistema su uždaroma galvute. Tokia kniedė pasižymi dideliu stiprumu ir ilgaamžiškumu esant bet kokiai apkrovai;
- Dviejų metalo lakštų „susiuvimui“ naudojama traukiama kniedė tais atvejais, kai prie jungiamų lakštų galima prieiti tik iš vienos pusės. Parametrai ir aprašymas nustatyti GOST 15973-2005;
- Srieginės kniedės laikomos technologiškai pažangiausiomis, jas patogiau naudoti ir leidžia sukurti sulankstomą jungtį, DIN 7338.
Svarbu! Kniedytų jungčių medžiagos turi turėti tam tikrą plastiškumą ir tvirtumą, todėl joms gaminti naudojamas mažai anglies dioksido išskiriantis plienas, varis, aliuminio kaltiniai lydiniai.
Kniedžių taikymas
Konkrečių parametrų ir tvirtinimo detalių tipų pasirinkimą lemia trys pagrindiniai kriterijai:
- Užtikrinti reikiamą jungties stiprumą, atsižvelgiant į papildomos parinktys ir siūlių reikalavimai;
- Darbo įrangos technologinės galimybės konkretus tipas kniedės jungtis;
- Ekonominis kniedytos jungties panaudojimo pagrįstumas;
Srieginės kniedės veržlės
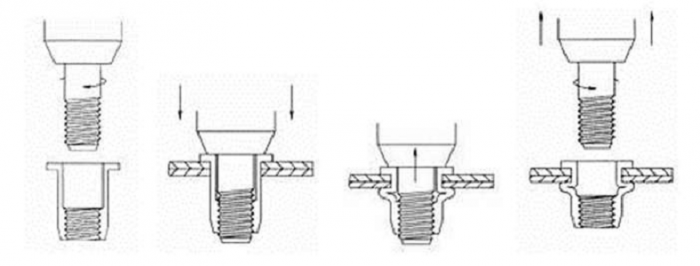
Sujungimo būdas naudojant srieginės kniedėsšiandieną galima vadinti pačia universaliausia. Pagrindinė jungties idėja yra geniali idėja pritvirtinti kniedės korpusą kniedijimo angoje. Šiems tikslams naudojama kniedė, skirta srieginėms kniedėms. Pati srieginė konstrukcija yra tuščiavidurė įvorė su vidiniu sriegiu.

Atliekant jungtį, ši mova įkišama į išgręžtą skylę ir išlygiuojama taip, kad jungiamos dalys tvirtai priglustų. Po to kniedijimo strypas įsukamas į srieginę angą ruošinio viduje. Priekinė rankovės sienelė fiksuojama atraminiu įrankio paviršiumi, neleidžiančiu kniedei išlįsti iš skylės. Norėdami kniedyti įvorę, kniedijimo strypas su didele jėga juda link guolio paviršiaus. Tuo pačiu metu įvorė susmulkinama ir nusodinama, taip suformuojant tvirtą fiksuotą jungtį.

Kniedijimo strypas laisvai išsukamas iš įvorės korpuso. Dažniausiai naudojamos kniedės yra aliuminio, žalvario arba vario. Pastarųjų panaudojimą riboja didelė kaina, todėl jie montuojami tais atvejais, kai būtina užtikrinti gerą elektrinį kontaktą tarp jungiamų paviršių.
Srieginės kniedės jungties pranašumai apima „mažą traumą“. Kniedijimo strypo veikimo metu jungiamas metalas nepatiria didelių apkrovų ar deformacijų. Su sriegine įvore lengva sujungti plonasienį metalą arba sudėtingos konfigūracijos profilį. Tokios tvirtinimo detalės yra plačiai naudojamos surinkime Buitinė technika, jungiant atskirus automobilių dangos mazgus, gaminant įvairių rūšių konstrukcijas iš gofruoto kartono.

Aklinos kniedės
Srieginių kniedijimo tipų trūkumas yra jų didelė kaina ir santykinai mažas sujungimų greitis. Todėl tais atvejais, kai jungiamus metalo lakštus, profilį reikia sujungti naudojant kelis šimtus ar tūkstančius taškų, taikyti išmetimo vaizdas kniedės.

Tai gali būti plienas, žalvaris, aliuminio, aliuminio ir silicio lydinių kniedės. Skirtingai nuo srieginės, išmetimo schemoje įvorės deformacija atliekama naudojant strypą, kurio gale yra sustorėjimas, įspaudžiamas į tvirtinimo įvorės korpusą. Kaip ir ankstesniu atveju, norint suardyti kniedės korpusą, jos galinis paviršius remiasi į atraminį kniedės paviršių, po išlyginimo centrinis strypas ištraukiamas jėga keliais milimetrais. Dėl to rankovės sienelės deformuojasi, susidaro pakankamai tvirtas vientisas jungtis. Strypo kotas dažniausiai nulūžta arba nupjaunamas rankovės pjūvio lygyje.


Pastaba! Išmetimo grandinė suteikia labai geras greitis metalinės kniedės.
Klasikinis kniedės dizainas
Pagrindinės mechanikos inžinerijos lakštų kniedijimo detalės yra plieninės kniedės, normalizuotos pagal sovietinio GOST 10299 80 reikalavimus. Dažniausiai jos jungiamos labai apkrautos. plieninės konstrukcijos naudojamas statybų versle. Pavyzdžiui, rėmuose ir atraminiuose mazguose. pranašumas klasikinė forma yra galimybė sujungti du lakštų paviršius, kurių storis didesnis nei 30 mm.

Kai kuriais atvejais GOST 10299 80 leidžia surinkimo jungtis iki 35 mm. Skirtingai nuo ankstesnių kniedžių tipų, klasikinė kniedė montuojamas tik tuo atveju, jei yra atraminis paviršius su išvirkščia pusė sujungimo plokštumos. Tai būtina norint kompensuoti smūgio apkrova palei kniedės kotą.
Kniedijimo technologija atliekama tokia tvarka:
- Linija, išilgai kurios bus montuojamas kniedės sujungimas, pažymėta taškais skylėms išgręžti sujungiamame metale.
- Metalo lakštai tvirtinami naudojant mechaninius įtaisus, tokius kaip spaustukai ar net taškinis suvirinimas. Išgręžiami kraštutiniai tvirtinimo detalių montavimo taškai, į kuriuos įkišti centruojantys metaliniai kaiščiai. Tokiu atveju skylių skersmuo parenkamas pagal GOST 10299 80 rekomendacijas maždaug 10% daugiau nei koto korpuso skersmuo.
- Apkaustai įkišami į išgręžtą skylę taip, kad galvutė būtų kitoje jungiamo paviršiaus pusėje. Tvirtinimo detalės ilgis taip pat parenkamas pagal GOST 10299 80. Tai užtikrins antros galvutės formavimąsi nuo koto normalūs dydžiai po to, kai jis buvo kniedytas plaktuku arba elektriniu plaktuku.
Pastaba! Matmenys, parinkti pagal GOST 10299 80, užtikrina maksimalų jungties stiprumą.

Renkantis plonesnio skersmens strypą, jo stiprumo gali nepakakti standžiam sujungimui. Šiuo atveju kirpimo jėga radialine kryptimi gali nutrūkti daugumą jungčių. Po kniedijimo tvirtinimo detalės metalas turi visiškai užpildyti skylutes, šiek tiek trukdydamas.
Renkantis tvirtinimo detalės koto ilgį, nepamirškite GOST 10299 80 rekomendacijų. Per ilgas kotas neleis tinkamai deformuotis ir nusėsti metalui. Per trumpas nesudarys antros galvos reikiamų dydžių ir jėga.
Kad padidėtų plastiškumas, kniedes, pagamintas iš tam tikrų plieno rūšių, galima kaitinti aukštos temperatūros su kaltomis galvutėmis ir grūdintomis tvirtinimo detalėmis. Aliuminio, vario, žalvario kniedės prieš montavimą gali būti apdorojamos specialiais skysčiais, kurie neleidžia vystytis elektrocheminei korozijai.
Išvada
Nepaisant didelio montavimo sudėtingumo ir tam tikro kniedytų tvirtinimo detalių archajiškumo, kniedytos jungtys vis dar plačiai naudojamos orlaivių, laivų, geležinkelio tiltai. Todėl per artimiausius 20-30 metų kniedytų jungčių naudojimo pobūdis ir būdas greičiausiai nepasikeis.
Metalo kniedijimas – tai gana plonų dalių vientiso sujungimo procesas: metalo lakštų ar juostų arba geležies lakšto su juostele ar metalu.
Kniedijimas atliekamas naudojant kniedes, kurios yra pagamintos iš švelnaus plieno ir yra cilindriniai strypai su dviem galvutėmis. Viena iš šių galvučių vadinama hipoteka, o kita, sukniedyta kitame strypo gale, vadinama uždaroma. Būtent uždarymo galvutė užtikrina detalių tvirtinimą.
Priklausomai nuo paviršiaus reikalavimų, kniedžių galinės galvutės gali būti pusapvalės, įgilintos, pusiau įgilintos arba plokščios. Jei abi kniedės galvutės yra virš kniedytų dalių paviršių, kniedijimas vadinamas įprastu. Jei kniedžių galvutės dedamos viename lygyje su kniedytų dalių paviršiais, kniedijimas vadinamas akluoju kniedymu.
Kniedžių jungtys skirstomos į:
Patvarus (skirtas tik suvokimui galios apkrovos);
- sandarus (užtikrinkite jungties sandarumą rezervuaruose su žemu slėgiu);
- patvarus.
Siekiant užtikrinti jungties sandarumą, uždedamas jungties paviršius įvairūs sandarikliai arba po jungtimi dedami skirtingi plastikines medžiagas. Kniedės su sustiprintomis galvutėmis naudojamos sandariems sujungimams atlikti.
Priklausomai nuo konstrukcijos, vienos eilės, dviejų eilių ir kelių eilių kniedytos jungtys išskiriamos kniedėmis išdėstant lygiagrečiose eilėse arba šaškių lentos raštu. Vienos eilės jungtyse atstumas tarp kniedžių centrų (kniedės sujungimo žingsnis) turi būti lygus trims kniedės skersmenims, o dviejų eilių jungtyse – keturių kniedžių skersmenų.
Pagal šlyties plokštumų skaičių tokios jungtys skirstomos į vienos ir daugialypės. Kitas klasifikavimo kriterijus yra apkrovos poveikio kniedytai jungčiai pobūdis. Kniediuotą jungtį apkrova gali veikti išilgine kryptimi, lygiagrečiai kniedžių ašiai, ir skersine kryptimi, statmenai kniedžių ašiai.
Pagal konstrukciją kniedytos jungtys daugeliu atžvilgių yra panašios į lituojamas, klijuotas ir suvirintų jungčių. Kniedyta siūle sujungtos dalys ir lakštai gali būti perdengti arba sujungti perdangomis.
Kniedės yra skirtos Skirtingi keliaiįrengimas. Vienpusis kniedijimas atliekamas naudojant daugelio tipų kniedes, įskaitant nuimamas ir pūtimo kniedes. Naudojant įprastą kniedijimą, priekalo atrama gali būti priekinėje arba galinėje pusėje. Pastarojo metodo privalumas – galimybė naudoti lengvesnį atraminį priekalą.
Kniedijimas yra šaltas, karštas ir mišrus. Atliekant šaltą kniedijimą, kniedės uždarymo galvutė nuleidžiama šaltai. Šaltas kniedijimas naudojamas, kai kniedės veleno storis neviršija 8 mm.
Karštas kniedijimas apima kniedės strypo pakaitinimą iki raudonai karštos temperatūros. Šis metodas naudojamas su 8 mm ar didesnio storio kniedės strypu.
Kniedijimo technologija
Atliekant rankinį kniedijimą, kniedijimo strypui sukti naudojamas plaktukas arba rankinis kniedijimo įrankis. pneumatinis plaktukas. Rankinis kniedijimas atliekamas taip. Kniedintojas įstato priekalo atramą į plaktuko ašies dėžę, tada į dešinė ranka paima plaktuko rankeną, tuo pačiu kaire ranka remdamas jo vamzdį, nukreiptą į kniediuojamą kniedę. Prispaudęs plaktuką prie kniedės, kniedintojas pradeda jį eksploatuoti.
Paprastai kniedijimo procese dalyvauja du žmonės - kniedintojas ir jo padėjėjas. Patogus plaktukas mažiau galios kniedė su viduje, išmušdamas kniedę, o kniedituvas šiuo metu kniedės su išorinė pusė, suardydamas kniedę. Tokiu būdu pasiekiamas lakštų sutankinimas ir dėl to pasiekiama aukšta kniedijimo kokybė.
Neseniai atlikti kniedijimą vietoj kniedijimo plaktukas ir atraminiai priekalai, CNC kniedijimo presai vis dažniau naudojami siekiant padidinti produktyvumą ir automatizuoti kniedijimo procesą.
Kniedytų jungčių privalumai ir trūkumai
Kniedytų jungčių trūkumai yra proceso sudėtingumas, padidėjęs jungties medžiagų suvartojimas, specialių priemonių sandarumui užtikrinti poreikis, taip pat procesą lydintis triukšmas ir vibracija.
Tuo pačiu metu kniedytos jungtys neleidžia plisti nuovargio įtrūkimams, padidindamos viso gaminio patikimumą. Kitas privalumas – galimybė sujungti nesuvirinamas medžiagas.

